UNIT - 4
CONCRETE MIX DESIGN
Introduction
- A concrete blend is a mixture of 5 primary factor numerous proportions: cement, water, coarse aggregates, quality aggregates (i.e. sand), And air.
- Additional factors including pozzolana substances and chemical admixtures also can be integrated into the combination positive ideal properties.
- While a concrete blend layout is a system of choosing substances for a concrete aggregate and choosing their proportions.
- When designing a blend, you don't forget the favored power, durability, and workability of the concrete for the venture in question.
- Needless to say, Already-blend manufacturers attempt to locate the suitable proportions of those substances to optimize the concrete mixes and provide their concrete power, durability, workability, and different ideal properties.
- It’s crucial to optimize concrete to make sure the bottom keeping the very best power of your aggregate.
- Concrete blend layout is frequently mistake analysis “cement blend layout.” However, cement is since rely one of the substances of concrete.
- It is a binding substance that let sin concrete to set, harden, and cling to different substances.
- Therefore, it can't and ought to now no longer be used interchangeably with concrete blend layout.
Objective
The following are the objectives of the concrete mix design:
a. Finding the pressure force at a certain distance.
b. Maintain concrete mixing performance throughout the work.
c. By gaining strength.
d. Achieve economy by choosing the right concrete ingredients.
e. Getting the highest yield in a cement bag.
f. Avoid bee contact and bleeding.
g. Compliance with various levels.
h. Reduce concrete damage by proper measurement.
Key take ways
It’s crucial to optimize concrete to make sure the bottom fee even as keeping the very best power of your aggregate.
Concrete blend layout is frequently mistakenly stated as “cement blend layout.” However, cement is sincerely one of the substances of concrete.
It is a binding substance that lets in concrete to set, harden, and cling to different substances.
The following points highlight five methods of concrete construction. The methods are:
1. American Method of Mix Design
2. Graphic Method of Mix Design
3. Mix Design by Indian Standard Method
4. American Concrete Institute Method of Mix Design
5. Quick Method of Mix Design.
1. The American Way of Mixing Designs:
- The American Concrete Institute (ACI) approach is based on the fact that the given size of a mixture of water content per kilogram of concrete determines the performance of a concrete mix, usually independent of the equilibrium. It is therefore possible to start the mixing formation by selecting the water content in these tables.
- In addition it is also assumed that the maximum volume of the estimated quantity of the total value of the concrete depends only on the maximum size and the combination of good composites.
2. Graphic Method of Mix Design
- This approach was developed by the Road Research Laboratory, London and its detailed procedure is described. Combined composites are supplied and their percentage above the normal working fine collection is 4.75 mm, 2.36 mm, 1.18 mm. 600 microns, 300 microns and 150 microns are used. For the maximum combined size of the allowable size, it says 38 mm, 19 mm, 9.5 mm 4.75 mm, 2.36 mm is used.
3. Assemble Design in a Traditional Indian Way:
- The Indian Bureau of Standards has recommended the concrete construction process in conjunction with the experimental work carried out in national laboratories. The mixing process is provided by IS-10262- 1982. Subsequently no updates have been made to this process , and IS 456-1968 has been updated in 2000. That is why IS 10262-1982 needs to be reviewed as the cement power available to a highly developed country.
Therefore the following changes need to be made:
1. The 28-day capacity for phase A, B, C, D, E & F renewal needs to be reviewed.
2. The relationship between the different strengths of cement and the size of w / c should be re-established.
3. The relationship between 28 days of pressure and w / c ratio should reach a pressure of 80 MPa (800 kg / cm2), if the graph is to be used for high strength concrete.
4. According to the revised IS 456-2000 the usability level is expressed in degradation instead of compacting factor. This change requires new amounts of sand and water content for the use of standard concrete up to 35 M Pa and high strength Concrete over 35 M Pa.
- However in the absence of a review on IS 10262-1982, the existing IS 10262 process is described below as a smart move.
- The IS recommendations for mixing design include the composition of the mixing of self-contained (non-ventilated) concrete of medium and high strength concrete.
The integration method consists of the following:
(a) Water content
(b) Percentage of penalty collections corresponding to the maximum aggregate size of the reference value
(c) The amount of cement water, and
(d) Preservation of penalty collection.
- Water content and percentage of fine aggregate and adjust for any differences in performance. Finally the size of the ingredients per unit of concrete volume is calculated in the form of absolute volume. This method works for both underground pozzolana centers.
- The final amount of compounds selected after the experimental mixing, may require minor adjustments. In the case of fly ash cement, the water content can be reduced by about 3 to 5% and a good portion can be reduced by 2 to 4%.
4. American Concrete Institute Method of Mix Design:
- Although the ACI committee published its mixing method in 1944 and almost all concrete dams using a lot of Indian works were designed using the ACI committee method used at the time of mixing. Since then many improvements have been introduced in a practical way. Here is a discussion of the latest method of constructing concrete mixes based on ACI 211-1 of 1991 manual part-time concrete recommendations.
The ACI committee took the following basic ideas:
1. The new collapsed concrete provided and containing a fully proportional measure of the maximum given size will have a fixed water content, regardless of the w / c ratio and the cement content associated between the maximum range of operating parameters.
2. The maximum stiffness of the coarse aggregate per unit of concrete per unit depends on its maximum size and the correct modulus of the fine compound as shown in table 20.39 taking into account the minimum particle size. The effect of angularity is reflected in the empty content. So angular green joints require more mud than circular joints.
3. Regardless of the compaction methods, even when complete compaction has been achieved, a certain percentage of air remains in the concrete and is proportional to the maximum volume.
Mix Design Process:
For compound design, the following data is required to be collected:
(a) Fineness modulus of selected fines.
(b) The unit has the weight of the selected dry fine.
(c) The gravitational force of coarse and fine aggregate in saturated, dry areas.
(d) Absorption of combined rates and penalties.
(e) The gravitational force of cement.
5. Quick methods Mixing:
- Measuring the initial amount of cement water according to purpose means the actual strength will be to combine it with 28 days of cement strength. Feature strength is found to be better related to 28 days of cement strength than in age. This method will therefore require 28 days to determine the size of the cement and the next 28 days of testing mixing the strength of the concrete. The 28-day strength of the cement can be considered as that provided by the curves
|
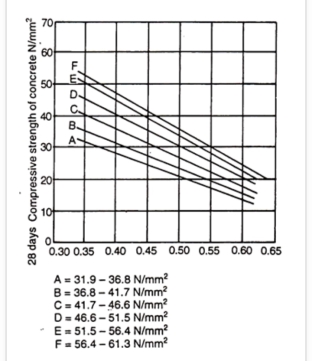
Fig no 1
Graph of compression strength of concrete
- 28 days or 56 days is too long for the contractor to wait for the results of the merger. There is a tendency to use direct mixing without trying experiment mixing. To reduce the time required for the mixing of experiments, the Cement Research Institute of India (CRI) has developed a method called rapid method, in which the compressive strength of cement and cement is obtained using a rapid therapeutic method as discussed in IS 9013-1978. This method reduces the recovery time of experimental compounds from 28 days to only 3 days.
- 28 days of concrete hardening is found to be highly correlated with statistics and rapid strength. Therefore the combination of temptation in line with the target means faster energy than the target means 28 days of energy, with the help of a combination between the two.
- This mixture is obtained independently by the type or characteristics of the cement used i.e. the mixture is not affected by the type of cement used, probably because it affects the fast and normal concrete strength of 28 days equally, so that the result is neutral in comparison. The advantage of each operation is such a combination can be established by the type of building material and assembled to the size to be used.
|
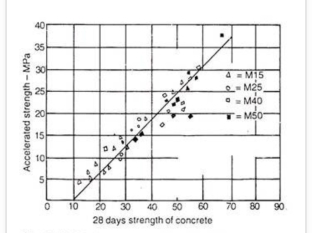
Fig no 2
Strength of concrete vs accelerated strength
- On the other hand, the results of a stable acceleration test in standard cement mortar such as IS 4932-1968 Were not found to be reliable. This problem is overcome by inspecting the cement and quickly and determining its speed.
- The concrete composite concrete or the fastened concrete mixing strength has a w / c value of about 0.35 and the performance is much lower with slump 0 to 10 or compacting factor 0.8 per available cement i.e. (cement in hand).
- The maximum size of the crushed natural compound name should be 10 mm and a good composite should correspond to area II of table 4 of IS-383-1970.
Key take ways
The following points highlight five methods of concrete construction. The methods are:
1. American Method of Mix Design
2. Graphic Method of Mix Design
3. Mix Design by Indian Standard Method
4. American Concrete Institute Method of Mix Design
5. Quick Method of Mix Design.
- Strength and sturdiness of the concrete blend layout are established upon the subsequent factors:
- Grade designation: Concrete’s power is measured in N/mm2 whilst issue to check after curing in any curing medium. The preference of concrete grade relies upon on its utilization.
- Choice of cement: Cement preference varies relying on utilization. The cement has to be examined for overall performance required with the aid of using their utilization earlier than being examined with inside the layout blend.
- Choice of mixture size: Aggregates wanted for every blend depends upon the bodily houses wanted for the layout. All aggregates need to be nice sized earlier than use.
- Type of water: Any water used for concrete blend layout is to be examined earlier than use to make certain it's far with inside the variety of water required for concrete. Most all consumable water is right for concrete work, however have to nevertheless be examined.
- Water to cement ratio: The ratio of water to cement have to be examined for consistency, preliminary and very last setting, soundness of the cement, workability, hunch of the concrete and compacting factor.
- Workability: This is the degree of ease of blending concrete without segregation or bleeding. It by and large relies upon at the designed hunch of the concrete.
- Durability: This is the degree of the specified power (N/mm2) of any concrete grade after 28 days of curing. Durability have to be manipulate examined on site.
Key take ways
Here different type of factors which affects mix proportion are durability, workability, water to cement ratio, type of water, choice of mixture size, choice of cement, grade designation.
The quality of concrete construction on site can be done in three different phases as follows
1. Quality control before integration
2. Quality control during integration
3. Post-construction quality control
STAGE 1 (QUALITY CONTROL BEFORE CONCRETING)
This phase of quality control has two steps.
- Assessment of specification requirements regarding mining, forms, consolidation and embedded repairs etc.
- Control test for concrete ingredients (eg cement, composite and water)
Cement
Cement quality is obtained by performing strength tests of cement cubes. However with effective control cement:
- It should be tested first and foremost for each source and then tested every once every two months
- It should be protected from moisture
- It should be returned after the last 3 months, if long-term storage is unavoidable
- It should be rejected if a large lump is found in the cement bags.
Aggregate
Concrete composites should be validated at specified values as standard specifications.
The quality of concrete is affected by the various physical and mechanical properties of the composite, namely structure, proportions, durability, gravity and water absorption etc. These composite structures should be tested before using them to produce concrete.
The amount of horror and natural pollution should also be considered.
Sand connections are also an important asset in a number of ways. Provides incorrect results when volume encryption is performed .It increases the amount of water cement which also reduces energy.
With aggregate functional controls:
- They need to be tested once in the beginning to allow the source
- If it is to be checked once or twice daily the moisture content and grant must be made for the combined moisture content.
Water
Water quality should be assessed for needs as defined at the appropriate level. Chemical analysis will be performed to authorize the source. In the event of contamination, it is necessary to store the water for a period of time to allow it to settle. In case of doubt the concrete cubes made of this water are examined. A maximum of 28 days of pressure for at least three cubes or cylinders or a set size, prepared for the proposed water use shall not be less than 90% of the strength between three cubes of the same concrete prepared with distilled water.
STAGE 2 (QUALITY MANAGEMENT DURING CONCRETING)
Careful precaution during concrete is required for all assembly operations such as baking, mixing, transporting, placing, coating and curing. Follow-up safety measures should be taken during concreting operations.
- The concrete mix should be built into the laboratory and the materials to be used on site.
- As far as possible the concrete should be driven by weight. If weight assembly is not possible, volume collection can be allowed with proper monitoring in the presence of the lead engineer.
- During mixing the mixer should be charged in full. Building materials should be fed in the right order. The mixer speed should be from 15 to 20 fluctuations per minute. The mixing time should not be less than 2 minutes in any case. Separation should be avoided when loading concrete into the mixture.
- The performance of concrete is an important material of concrete while concrete is in its new state. Therefore testing of slump or compaction factor should be performed to check the performance of the concrete. About three tests should be performed on every 25 m3 of concrete.
- Care should be taken so that no separation occurs during the concrete transfer.
- Concrete should not be lowered from a height of not more than 1 m. if the height of the drop is more than 1 m chutes should be used.
- To avoid re-release the concrete should be placed in its final position as much as possible.
- Vibrators should be used to connect the concrete. Internal vibrator installation space should not exceed 0.6 m. It should be lightly painted so that no holes are left in the concrete. Vibrator frequency should not be less than 7000 cycles / minutes.
- The treatment should be done over a period of time so that the concrete develops the required strength. Concrete should be covered with hessian as soon as it becomes hard.
- The form function must be aligned with the final form of the form. It should be checked before the start of integration. The inside of the forms should be cleaned and oiled. Forms must be removed after the deadline.
- Concrete should be protected from hot and cold weather at an early age. Concreting should not be performed at temperatures below 4.50C and above 400 In very hot weather water and aggregates should be cooled. Approved quality retards can be used.
- In very cold weather water and aggregates should be heated. Approved quality Accelerators can also be used.
STAGE 3 (QUALITY CONTROL AFTER CONSTRUCTION)
- Once the concrete has been laid and assembled, a pressure test is performed on the tubes made of this concrete. With standard concrete, cubes are made of concrete made in the workplace.
- Reinforced concrete should be considered to be true in size, shape and size as specified in each design. The appearance of the concrete surface should also be checked. Sizes are available in various sizes. Reinforcement should have adequate concrete cover and if reinforcement is visible on the part of the structure, the part should be rejected or appropriate action taken.
Concrete strength is usually obtained by cube or cylinder samples tested within 28 days. In the event that the power received is less than the specified minimum, one or more of the following steps may be taken.
- Load testing and deviation of the deviation and / or difficulty (structural quality can also be obtained by calculating back concrete strength)
- Cutting cores from structures and testing them for strength
- Non-destructive tests such as the Schmidt rebound hammer or ultrasonic pulse velocity test. These tests give a very complex view and are used to find structural similarities.
- Chemical analysis of hard concrete.
Key take ways
The quality of concrete construction on site can be done in three different phases as follows
1. Quality control before integration
2. Quality control during integration
3. Post-construction quality control
The proposed method of increasing the size of concrete mixes is based on planned testing activities (within the framework of the operation of the required concrete element) and statistical analysis of the generated data, which will reduce the number of experimental clusters required. The proposed method consists of the following steps.
1. Specification of the Characteristic Performance of Concrete
- Information about the required performance, strength, and exposure conditions (for strength requirements) should be collected first. Operating requirements may depend on the mode of movement, handling, placement and construction type.
- Specified strengths based on the requirements for the construction of concrete protected from exposure to cold and melting and the use of abrasive chemicals or aggressive substances. However, in the case of aggressive exposure, the power specified by the architect should not be less than the minimum pressure recommended for the given exposure condition. For example, ACI 318 specified 28, 31, 35, 35 M Pa design pressures, respectively, for water-exposed concrete, cracking, and chlorides.
- The solidification requirements for concrete mixtures are usually satisfied by ensuring that the cement content is not less than the specified value and the water / cement content of the material does not exceed the specified level of given exposure. For example, the content of the concrete should not be less than 335 kg / m3 and the water / cement ratio should not exceed 0.40 (in size) to meet the rigidity requirements of concrete resistant conditions such as extreme cold, deicer sales, and sulfate.
2. Selection of the Levels of Key Mix Design Factors
- Selection of the three main components of the mixture, i.e., cement content, water content / cement materials, and the total / total price, which significantly affects the quality of concrete will be made to ensure that sufficient test data are available to obtain a return pressure model that can be used to increase size. of mixtures that meet the specified feature performance of the concrete.
- The minimum content of cement materials should not be less than 335 kg / m3 which is a minimum to satisfy the rigid requirements of conditions of aggressive exposure. The high content of cement materials should be chosen taking into account the risk of shrinkage.
- The minimum level of liquid / cement material should be selected taking into account energy requirements. In the event that you choose a very low amount of water / cement material, the difficulty of transporting, handling, and placing concrete costs and additional super plasticizer to meet operational requirements.
- The maximum level of liquid / cement material should be at the maximum permissible level of water / cement material with the maximum exposure level provided. Minority rates and maximum rate / total aggregate rate should be selected within the right range to achieve the maximum compact packaging. For example, Soudki et al. [9] reported the best / most complete inclusion rate in the range of 0.40 and 0.45.
3. Experimental Work for Generating Data to Obtain Statistical Model for Optimization
- The experimental work should be performed which involves designing, modifying, and evaluating different experimental mixtures according to the full factorial structure taking into account the different combinations of different levels of compounds within their selected variation lists. The effectiveness of each test combination should be equal to or greater than the specified value.
- In the event that a super plasticizer is required to achieve the intended performance, the cost of the super plasticizer should be added to the cost of the cement.
- After completing the super plasticizer dose based on the performance required for each test mixture, cubical or cylindrical specimens should be prepared, treated for 28 days, and then tested for compressive data production capacity to obtain a mathematical model of energy efficiency.
4. Statistical Analysis of Experimental Data and Fitting of the Strength Model
- Variation analysis (ANOVA) can be used to evaluate the significance of the factors considered to amplify the power model and subsequently incorporate a dynamic compression strength model in terms of composite values using polynomial regression. In ANOVA, the mathematical terms used are as follows.
- Degree of Freedom. Degree of freedom is the number of values in the final calculation of free variations. DF = n -1, Where n represents the number of groups.
- Error (Remaining). It is a different value that is seen differently than the predicted value of the assumed statistical model.
- Mean Square (MS) It is the sum of the squares divided by degrees of freedom.
- F-Rate. It is the MS rate of the object involved in the MS error. A higher ratio indicates a significant effect of the feature.
- P-Value. It is a measure of acceptance or rejection of the value of a feature statistics based on the fact that no more than 5% (rate 0.05) of the difference is due to risk or error of the sample. In other words, if the element value is 0.05 or higher, it will not affect the dependent variable.
5. Optimization of Mixture Proportions Using the Fitted Strength Model
- The mathematical force of the compressive strength obtained using the test model can be used to determine the magnitude of the satisfying compounds that make the concrete performance specified as necessary problems. A mixture that satisfies all the challenges and has low requirements for cement and super plasticizer can be considered as a great combination.
Key take ways
The proposed method of increasing the size of concrete mixes is based on planned testing activities (within the framework of the operation of the required concrete element) and statistical analysis of the generated data, which will reduce the number of experimental clusters required. The proposed method consists of the following steps.
1. Specification of the Characteristic Performance of Concrete
2. Selection of the Levels of Key Mix Design Factors
3. Experimental Work for Generating Data to Obtain Statistical Model for Optimization
4. Statistical Analysis of Experimental Data and Fitting of the Strength Model
5. Optimization of Mixture Proportions Using the Fitted Strength Model
(A) Compression strength
Concrete will be considered in accordance with energy requirements when both of the following conditions are met:
a) The rating power is determined by any group of four consecutive non-consecutive test outcomes, corresponding to the appropriate limits
b) Any individual test result complies with the appropriate limits
(B) Flexural Strength
When both conditions are met, the concrete complies with the specified flexural strength.
a) Fixed force determined in any consecutive test result group that exceeds the specified feature strength by at least 0.3 N / mm2
b) The power determined in any test result is not less than the specified feature strength of less than 0.3 N / mm2
Key take ways
(A) Compression strength
(B) Flexural Strength
Problem no.1
Using Indian standard recommended guidelines, design a concrete mix grade M40 for the following requirements:
(A) Stipulation of proportioning:
(i) Characteristic strength at 28 days – 40 M Pa
(ii) Maximum nominal size of aggregate- 20 mm
(iii) Type of aggregate- Crushed angular aggregate
(iv) Degree of supervision - Good
(v) Degree of workability- 100 mm (slump)
(vi) Exposure condition –pumping
(vii) Method of concrete placing- Pumping
(viii) Chemical admixture type – Super-plastisizer
(B) Characteristics of materials:
(i) Type of cement- OPC 43 Grade
(ii) Specific gravity of cement- 3.15
(iii) Chemical admixture- super-plastisizer
(iv) Aggregate
(v) Fine aggregate conforming to grading zone I
| Fine aggregate | Coarse aggregate |
Specific Gravity | 2.74 | 2.74 |
Water absorption | 1.0% | 0.5% |
Free(surface)moisture | Nil | Nil |
Solution:
Step 1: Target strength for mix proportioning
F’ ck = f ck + 1.65 s
From Table 9.7.2, IS 10262:2006, for M40, the value of s = 5 N/mm2
f’ ck= 40 + 1.65 X 5
f’ ck= 48.25 N/mm2
Step 2: Selection of cement ratio
- It depends on (i) exposure condition (ii) maximum nominal size of aggregate and
(iii) Type of concrete (PCC or RCC).
- Hence, For severe exposure condition for RCC work and for maximum nominal size of aggregate 20 mm. Refer Table 9.7.3 of IS 456, maximum water-cement ratio =0.45.
- Hence, Based on experience, adopt water-cement ratio =0.40.
0.4 < 0.45
Step 3: Selection of water content
- Refer clause 4.2, and Table 9.7.4 IS 10262:2009
- Selection of water content depends on
Slope and size of aggregate and
Slump
- For desired workability, the required water content is increased by 3% for every additional 25 mm slump or alternative admixture used.
- From Table 9.7.4, maximum nominal size aggregate of 20 mm and for slump 25 to 50 mm,
- Maximum water content= 186 liter
- Desired slump is 100 mm , water content is increased by 3% for every 25 mm increased in slump.
- Required water content= 186 + (3+3)/100 X 186= 197 liter
- As super plastisizer is used, the water content can be reduced up to 20% and above. (as per cl. 4.2 IS 10262:2007)
- Based on experience and trials with super-plastisizer, adopt 29% reduction in water content.
- Water content = (Water content for required slump) X 0.71
= 197 X 0.71 = 140 liter …(i)
Step 4: Calculation for cement content
Water –cement ratio = water content/ cement content
Cement content = water content/ (water - cement ratio)
= 140/ 0.4 = 350 kg/m3 …(ii)
Check for minimum cement contact as per IS456:2000
Minimum cement content for severe exposure condition
=320 kg/m3
350 kg/m3 > 320 kg/m3
Step 5: Proportion of volume coarse aggregate and fine aggregate content
- From Table 9.7.5 of clause 4.4, volume of coarse aggregate corresponding to 20 mm NMSA and Fine Aggregate (Zone 1).
- For water cement ratio of 0.5=0.6.
(a) Correction in water-cement ratio:
Standard water cement ratio = 0.5
Adopted water cent ratio = 0.4
Hence, Water cement ratio is lower by 0.1
As water-cement ratio is decreased by 0.1, the volume coarse aggregate increased by 0.02.
Hence, Corrected proportion of volume of coarse aggregate for water-cement ratio of 0.4 = 0.6+0.02=0.62.
(b) Correction due to method of concrete placing:
For pump able concrete, proportion of coarse aggregate is reduced by 10%.
Hence, Corrected proportion of volume of coarse Aggregate.
= 0.9 X 0.62 = 0.56
Proportion of volume fine aggregate = 1- 0.56= 0.44
Step 6: Mix calculation
The mix calculation per unit volume of concrete shall be as follows:
(a) Volume of concrete = 1 m3
(b) Volume of cement V c = mass content/ mass density of cement
= mc/ Sc rho = 350/ (3.15 × 1000) =0.1111 m3
(c) Volume of water V w = mass of water /mass density of water = 0.14 m3
(d) Volume of chemical admixture (super-plastisizer)
Refer IS 9103, Mass of chemical admixture = 2% of mass of cement material.
M Ad= 2% X 140 = 7 kg
Specific gravity of admixture from 15 =1.45
Volume of admixture = mass of chemical admixture / weight density of admixture
= 0.006 m3
(e) Volume of all in aggregate= a- (b+ c+ d)
=1-(0.111+0.140+0.006) = 1-0.311
= 0.689 m3
(f) Mass of coarse aggregate= (Volume of all in aggregate) X proportion volume of all coarse aggregate X Mass density of coarse aggregate
=0.689X 0.56 X (2.74X1000)= 1140 kg
(g) Mass of fine aggregate = (Volume of all in aggregate) x Proportion of Volume of Fine Aggregate x Mass density of Fine Aggregate =0.689 0.44 (2.74 x 1000) = 896 kg
Step 7: Mix proportions for trial Number 1 per m3 concrete
Cement = 350 kg
Fine Aggregate =896 kg
Corse Aggregate = 140 kg
Chemical Admixture = 7 kg
Water cement ratio= 20:4
CFA: CA =1: 2.56:3.26
Problem no.2
Using Indian standard recommended guidelines, design a concrete mix for a structure to be subjected to the moderate exposure conditions for the following requirements:
(a) Design situations:
(i)Characteristic strength at 29 days - 25 M Pa
(ii)Maximum nominal size of aggregates 20 mm
(iii)Types of aggregate - Angular (crushed)
(iv)Degree of quality control - Good
(v)Source of aggregates Natural
(vi) Degree of workability – Slump 75mm
(vii) Grading zone:
(1) Coarse aggregates - II
(2) Fine aggregates - II.
(b)Characteristics of material
Cement:
(i)Type of cement - OPC 53 grade
(ii) Specific gravity - 3.15
(iii)Bulk density - 1450 kg/m3
Aggregate:
| Fine aggregate | Coarse aggregate |
Specific gravity | 2.62 | 65 |
Bulk density | 1750 | 1800 |
Free surface moisture | 1.5 | Nil |
Water absorption | 0.6 | 1.0 |
(C) Mix design considerations
(i) t=1.65
(ii)For moderate exposure conditions with normal weight aggregates of 20 mm nominal maximum size and for RC work
(iii) Minimum cement content - 300 kg/m3.
(iv) Maximum free water cement ratio- 0.5
Solution:
Step 1: Target strength for mix proportioning
F’ ck= f ck + 1.65 s
From Table 9.7.2, IS10262 : 2009, for M25, the value of s = 4 N/mm
F’ ck= 25 + 1.65 x 4 = 31.60 N/mm
Step 2: Selection of water-cement ratio
- It depends on (i) exposure condition (ii) maximum nominal size of aggregate and (iii) type of concrete (PCC or RCC).
- For moderate exposure condition for RCC work and for maximum nominal size of aggregate 20 mm Refer Table 9.7.3 of IS 456, maximum water-cement ratio = 0.5.
- Based on experience, adopt water-cement ratio = 0.45.
0.45 < 0.5 . O.K.
Step 3: Selection of water content
- Refer clause 4.2 and Table 9.7.4 of IS. 10262: 2009
- Note: The water content in Table 9.7.4 is for angular coarse aggregate and for 25 to 50 mm slump range.
- Selection of water content depends on
(i) Shape and size of aggregate and
(ii) Slump
- For desired workability, the required water content is increased by 3% for every additional 25 mm slump or alternative admixture is used.
- From Table 9.7.4, maximum nominal size aggregate of 20 mm and for slump 25 to 50 mm,
- Maximum water content = 186 liter
- Desired slump is 75 mm ,water content is increased by 3% for every 25 mm increased in slump.
- Required water content = 186 + x 186 = 191.58 liter 100
Step 4: Calculation for cement content
Water-cement ratio= water content/ cement content
Cement content= water content/ water - cement ratio
= 191.58/ 0.45= 425.73 kg/m3…(i)
Check for minimum cement content as per IS456:2000
Minimum cement content for Moderate exposure condition
= 300 kg/m3
425.73 kg/m3 > 300 kg/m3 O.K.
Step 5: Proportion of volume of coarse aggregate and fine aggregate content
- From Table 9.7.5 of clause 4.4, volume of coarse aggregate corresponding to 20 mm NMSA and Fine Aggregate (Zone II), For water-cement ratio of 0.5 = 0.62.
(a) Correction in water-cement ratio:
Standard water cement ratio = 0.5
Adopted water cement ratio = 0.45
Water cement ratio is lower by 0.05
- Note: Volume of coarse aggregate is corrected, at the rate of 0.01 for every 1 0.05 change in water cement ratio.
- As water-cement ratio is decreased by 0.05, the volume of coarse aggregate increased by 0.01.
- Corrected proportion of volume of coarse aggregate for water cement-ratio of 0.45 0.62 + 0.01 = 0.63.
- Proportion of Volume of Fine Aggregate = 1-0.63 = 0.37
Step 6: Mix calculation
- The mix proportion per unit volume of concrete shall be as follows:
(a) Volume of concrete = 1 m3
(b) Volume of cement V c = mass of content/ mass density of cement
= 425.73/ (3.15 × 1000) = 0.135 m3
(c) Volume of water V = mass of water/ mass density of water
= 191.58/ (1 × 1000) =0.1916 m3
(d) Volume of all in aggregate = a -(b+c)
= 1 -(0.135 +0.1916 )= 1 -0.311 = 0.673 m3
(e) Mass of coarse aggregate volume of all in aggregate x proportion volume of coarse aggregate x mass density of coarse aggregate
= 0.673 x 0.63 x (2.65 x 1000) = 1124 kg
(f) Mass of fine aggregate volume of all in aggregate) proportion of volume of fine aggregate x Mass x density of fine aggregate
= 0.673 x 0.37 x (2.6 x 1000) = 647.5 kg
Step 7: Mix proportions for trial Number 1 per m3 concrete
Cement = 425.73 kg
Fine Aggregate = 647.5 kg
Coarse Aggregate = 1124 kg
Water cement ratio = 0.45
CFA: CA = 1:1.52: 2.64
Problem no.3
Design a concrete mix for grade M35 and severe exposure condition using IS Code Method for the following requirement:
(A)Design situations
(i) Maximum size of aggregate - 20 mm
(ii)Degree of workability – Medium (100mm slump)
(iii)Degree of quality control - Good
(iv) Cement-OPC 53 grade (Specific gravity =3.15).
(v) Aggregates
(a)Coarse aggregate - Crushed stone
(Specific gravity = 2.7)
(b)Fine aggregate-Natural and conforming to zone III
(Specific gravity = 2.7)
(vi) Assume standard deviation = 4.0
Minimum Cement content and Maximum W/C ratio different exposures .
Exposure | Minimum Cement Content kg/cu .m.
| Maximum W/C ratio |
Mild | 300 | 0.55 |
Moderate | 300 | 0.5 |
Severe | 320 | 0.45 |
(B)Characteristics of material: Cement:
(i) Type of cement - OPC 43 grade
(ii) Specific gravity - 3.15
(iii) Bulk density - 1450 kg/m3
Aggregates
|
| Fine aggregates | Coarse aggregates |
(i) (ii) | Specific gravity Bulk density(kg/m3) | 2.6 | 2.65 |
(iii) | Free surface moisture (%) | 1.5 | Nil |
(iv) | Water absorption (%) | 0.6 | 1.0 |
(C) Mix design considerations
(i) t=1.65
(ii)For moderate exposure conditions with normal weight aggregates of 20 mm nominal maximum size and for RC work.
(iii) Minimum cement content - 300 kg/m3
(iv) Maximum free water cement ratio -0.5.
Solution:
Step 1: Target strength for mix proportioning
F’ ck = f ck+ 1.65 s
From Table No. 9.7.2, IS 10262: 2009, for M35, the value of s= 5 N/mm, but given value of s = 4 N/mm2 f ‘ck= 35 + 1.65 X 4 = 416 N/mm2
Step 2: Selection of water-cement ratio
For severe exposure condition for RCC work by Refer Table 9.7.3 of IS 456, maximum water-cement ratio = 0.45. (Given)
Based on experience, adopt water-cement ratio = 0.40.
:. 0.4 <0.45 ..O.K.
Step 3: Selection of water content
Refer clause 4.2, and Table 9.74 of IS10262 : 2009
Note: The water content in Table 9.7.4 is for angular coarse aggregate and for 25 to 50 mm slump range.
.. From Table 9.74, maximum nominal size aggregate of 20 mm and for slump 25 to 50 mm,
Maximum water content = 186 liter
Desired slump is 100 mm , Water content is increased by 3% for every 25 mm increased in slump. Required water content= 186 + (3+3)/100 x 186 =197 liter
Step 4: Calculation for cement content
Water-cement ratio= water content/ cement content
Cement content= water cement/ water cement ratio
=197/ 0.4= 492.5 kg/m3 …(i)
Check for minimum cement content as per IS456:2000
Minimum cement content for severe exposure condition = 320 kg/m3
492.5 kg/m3 > 320 kg/m3 .O.K.
Step 5: Proportion of volume of coarse aggregate and fine aggregate content
From Table 9.7.5 of clause 44, volume of coarse aggregate corresponding to 20 min NMSA and Fine Aggregate (Zone III) . For water-cement ratio of 0.5 =0.64,
(a)Correction in water-cement ratio:
Standard water cement ratio = 0.5
Adopted water cement ratio =0.4
Water cement ratio is lower by 0.1.
Note: Volume of coarse aggregate is corrected, at the rate of 0.01 for every 0.05 change in water cement ratio.
As water-cement ratio is decreased by 0.1, the volume of coarse aggregate increased by 0.02.
Corrected proportion of volume of coarse aggregate for water cement-ratio of 0.4 = 0.64 +0.02 = 0.66 .
Proportion of Volume of Fine Aggregate = 1 -0.66 = 0.34
Step 6: Mix calculation
The mix proportion per unit Volume of concrete shall be as follows:
(a) Volume of concrete = 1 m3
(b) Volume of cement V c = mass of cement/ mass density of cement
= 0.156 m3
(c) Volume of water V w = mass of water/ mass density of water
=0.197 m3
(d) Volume of all in aggregate = a -(b +c)
= 1 -(0.156 +0.197 )= 1 -0.353 = 0.647 m3
(e) Mass of coarse aggregate volume of all in aggregate x proportion volume of coarse aggregate x mass density of coarse aggregate
= 0.647 x 0.66 x (2.7 x 1000) = 1152.95 kg
(f) Mass of fine aggregate volume of all in aggregate) proportion of volume of fine aggregate x Mass x density of fine aggregate
= 0.647 x 0.34 x (2.7 x 1000) = 593.95 kg
Step 7: Mix proportions for trial Number 1 per m3 concrete
Cement = 492.5 kg
Fine Aggregate = 593.95 kg
Coarse Aggregate = 1152.95 kg
Water cement ratio = 0.4
CFA: CA = 1:1.206: 2.34 …Ans.
Key take ways
Design steps
Step 1: Target strength for mix proportioning
Step 2: Selection of water-cement ratio
Step 3: Selection of water content
Step 4: Calculation for cement content
Step 5: Proportion of volume of coarse aggregate and fine aggregate content
Step 6: Mix calculation
Step 7: Mix proportions for trial Number 1 per m3 concrete
Fly ash or fuel ash (p f a) is a finely ground powder extracted as waste from thermal power plants using refined coal to increase smoke in boilers. In the construction industry, the use of fly ash as part of the cement mortar and concrete construction has been practiced all over the world including India and is well known.
The most important building materials that can be produced with fly ash are:
- Portland fly ash cement
- Ready-mixed fly ash
- Precast fly ash construction units
- Sintered fly ash of light weight for concrete
- Lime fly ash mobile concrete
- Fly ash building blocks
- Fly ash set on high cement for magnesia
- Oil-well concrete composition
- Hydraulic binders too
- Bitumious products
Benefits of fly ash concrete over associated cement concrete:
- Improved performance.
- Low hydration temperature.
- The increase in crawling content of fly ash to 15% is not small.
- It increases the durability of the concrete module by comparing the same strength concrete with and without fly ash.
- High resistance to cold and melting.
- Improved sulfate resistance.
- Low water and air infiltration.
- Low lemon leaks are released during the cement water.
- Reducing alkaline-aggregate reactions.
- Extreme resistance to aggressive water attack.
Since a large amount of cement is used in concrete in the construction of large concrete and the cost of fly ash is not considered compared to cement, the use of fly ash concrete brings significant savings in the use of cement and general construction costs.
Fly ash concrete can be used in typical RCC structures including high strength concrete without the risk of metal corrosion. Investigators have proven that approved fly-type concrete does not cause corrosion of steel even in rough seas and aggressive industries. With proper mixing the 7- and 28-day strength of fly ash concrete can be equal to or greater than exposed concrete. The 90-day strength of fly ash concrete may be more than 140% of clear concrete.
The cost of fly ash is minimal. The use of fly ash of structural concrete fly can therefore bring significant savings to the use of cement and beyond all costs of concrete production. Fly ash is industrial waste and is a major threat to our environment. Designers of concrete buildings must therefore incorporate fly ash use into their building concrete.
Example of Mix Design
A mix is to be designed for characteristic strength of 50 N/mm2 at 28 days having target strength of 62 N/mm2 at 28 days. 30% of fly ash is to be included by weight of cement material. Maximum w/c ratio or w/c + f .a. ratio = 0.4, minimum cement concrete or cement + f. a. content = 400 kg/m3. Slump 50+10 mm.
Date of Material
Cement: OPC, 53 grade, specific gravity = 3.15
Fine aggregate: From river of Zone II Sp.gr. = 2.6
Coarse aggregate: Crushed 20 mm graded, Sp. Gr. = 2.6
Fly ash: As per I.S.: 3812, Sp. G r = 2.25
Super plasticizer: Liquid Sp.gr. 1.15, dosage 1% b. w. c. for required
Solution
Workability
Water content reduction for fly ash concrete: 5%
Increase in cement material: 12%
Designed plain concrete of above strength and workability:
Water (free) = 170 kg/m3
OP Cement = 430 kg/m3
Fine aggregate = 707 kg/m3
Coarse aggregate = 1060 kg/m3
Super plasticizer = 4.300 kg/m3= 3739 ml/m3
Total = Sum of all of the above = 2371 kg/m3 (air = 1%)
Fly ash concrete of above strength and workability:
Total cementation | At ( kg/ m3 | Volume m3 |
Material = 1.12 × 430 = 482 |
|
|
OP cement = 482 × 0.70 = 337 | 337/ 3150 | 0.1070 |
Fly ash = 482 × 0.30 = 145 | 145/ 2260 | 0.0644 |
Water = 170 × 0.95 = 162 | 162/ 1000 | 0.1620 |
Super plasticizer = 482 × 0.01 = 4.82 | 4.82/ 1150 | 0.0042 |
Air = 1% |
| 0.0100 |
Total |
| 0.3476 |
Aggregate = | 1 - 0.3476 | 0.6524 |
Coarse aggregate = 1060 | 1060/ 2600 | 0.4077 |
Fine aggregate = 0.2447 × 2600 = 636 | 0.6524 - 0.4077 | 0.2447 |
Total dosages of super plasticizer may be reduced on actual trials.
Standard deviation for fly ash concrete is assumed unaffected with the ash.
Comparison
Material | Plain concrete | Fly ash Concrete |
Water | 170 | 162 |
OP cement | 430 | 337 |
Fly ash |
| 145 |
Fine aggregate | 707 | 636 |
Coarse aggregate | 1060 | 1060 |
Super plasticizer | 4.300 | 4.820 |
| 2371 | 2345 |
Saving in cement 430 - 337 = 93 kg/ m3
- It may be noted that, in fly ash cement everything is cemented but the OP cement content is small, the good composite content is reduced but the composite content is deliberately similar, the water is reduced and the size is reduced due to the lower volume of fly ash compared to cement
- Note that it should not be assumed that g g b f s concrete or other fly ash ashes may require similar repairs. Features can vary interestingly between objects, source and quantity and will be influenced by the number of g g b f s or fly ash, cement content and other items. The method, however, will work and can be used in any situation, as long as the features are known.
Methods of fly ash Concrete mixing
To get the best result fly ash should be prepared with the following mixing method:
- Approximately 3/4 of the volume of water mixing is taken from a concrete mixer. An estimated amount of the required amount of fly ash is then placed in it and mixed for 30 seconds. On the slope of the fly ash obtained thus, the weight of coarse aggregate, fine aggregate, cement and the remaining amount of mixing water was added and concentrated for 90 seconds.
- However, if this method is not an easy mixing it may be acceptable i.e. Values of coarse aggregate, good cement mortar and fly ash should be mixed together in a concrete mixer and then mixed dry for 30 seconds. The required amount of water to mix and then be added and the mixing continued for 90 seconds. Super plasticizer added just before removing the mixture from the mixture.
Key take ways
Benefits of fly ash concrete over associated cement concrete:
- Improved performance.
- Low hydration temperature.
- The increase in crawling content of fly ash to 15% is not small.
- It increases the durability of the concrete module by comparing the same strength concrete with and without fly ash.
- High resistance to cold and melting.
- Improved sulfate resistance.
- Low water and air infiltration.
- Low lemon leaks are released during the cement water.
- Reducing alkaline-aggregate reactions.
- Extreme resistance to aggressive water attack.
Reference
1. A.M Neville Concrete technology
2. R.S. Varshney Concrete technology
3. P. Kumar meheta - Microstructure and properties of Concrete
4. IS 10262 - 2009, Recommend guidelines for Concrete




