Unit - 4
Grinding
Grinding: Specifications and selection:
Grinding is a machining system enhancing the floor end of the activity and generating small chips. The device used for this system is the grinding wheel. It is a reducing device wherein hundreds of thousands of microscopic abrasive grains are bond collectively. Here, every abrasive grain acts like a spiky device.
As proven with inside the image, the abrasive grains are held collectively with inside the porous shape of the grinding wheel through a bonding substance (bond).
When those grains are available touch with the floor to be reduce, their sharp microscopic edges can reduce the fabric at the floor. Like some other device, the grains lose their sharpness and are to be frequently eliminated to permit sparkling new grains to return back forward. The abrasive grains are held collectively through a bond and even as reducing, the grains get unfastened from the bond.
As every grain begins off evolved taking a reduce with inside the activity, a chip begins off evolved forming out of it. It bends and in the long run breaks far from the activity. As as in comparison to different machining processes, the chip shaped all through grinding is pretty smaller in length. Also due to the fact a couple of grains are concurrently appearing this task, many microscopic length chips are shaped and the movement of fabric elimination is quick. The grinding wheel contains of following items:-
1. Abrasive grains - Cutting takes area because of them.
2. Bond fabric - Due to which, abrasive grains are held collectively.
Apart from grains and bond, the porous production of the wheel is a critical part. The coolant getting into deep into this all through reducing system does now no longer permit growth with inside the temperature of the wheel and the activity.
The system of wheel put on: In different machining processes, device put on is a critical problem. But in grinding, that during itself is beneficial, due to the fact until the wear and tear of the wheel takes area, new sharp grains can’t be to be had for work. While the grains are taking a reduce with inside the steel of the activity, the grains get overwhelmed and smash down because of the pressure appearing at the wheel.
Grinding Wheel:
A grinding wheel is a wheel used for grinding. Grinding wheels are composed of abrasive compounds and are used for diverse grinding (abrasive cutting) and abrasive machining operations. Such wheels are utilized in grinding machines. The wheels are typically made with composite material.
This includes coarse-particle mixture pressed and bonded collectively through a cementing matrix (referred to as the bond in grinding wheel terminology) to shape a stable, round shape.
Various profiles and move sections are to be had relying at the supposed utilization for the wheel.
They will also be crafted from a stable metallic or aluminum disc with debris bonded to the surface.
Today maximum grinding wheels are synthetic composites made with synthetic aggregates, however the records of grinding wheels commenced with herbal composite stones, consisting of the ones used for millstones.
The manufacture of those wheels is a unique and tightly managed method, due now no longer best to the inherent protection dangers of a spinning disc, however additionally the composition and uniformity required to save you that disc from exploding because of the excessive stresses produced on rotation.
Grinding wheels are consumables, despite the fact that the existence span can range broadly relying at the use case, from much less than an afternoon to many years. As the wheel cuts, it periodically releases person grains of abrasive, normally due to the fact they develop stupid and the multiplied drag pulls them out of the bond.
Fresh grains are uncovered on this put on method, which start the subsequent cycle. The charge of wear and tear on this method is normally very predictable for a given application, and is vital for excellent performance.
In grinding system, the system of breaking of abrasive grains & exposing sharp edges is referred to as friability. When the grains smash down beneath pressure, the brand new edges for reducing emerge or are exposed.
During this system, the binding fabric additionally receives eliminated and the grains that have turn out to be blunt get unfastened and are eliminated. In this manner, because of the breaking, put on and the grains turning into unfastened, the grinding wheel turns into a self-sprucing multi-factor reducing device.
Operations:
1. Surface Grinding
It includes grinding flat surfaces. Here the work piece is geared up with a magnetic chuck connected to a piece desk of the grinder. Non-magnetic are held via way of means of vices or fixtures. A directly wheel is installed at the horizontal spindle of the grinder. Floor Grinding device operation Transverse grinding happens because the desk reciprocates longitudinally and feeds laterally after every stroke. 12.
2. Cylindrical Grinding
In this, the operation is executed on a cylindrical grinding device that is made in varieties “undeniable” and the “familiar” type. The essential layout is the equal in each cases, however the familiar device may be tailored for inner grinding operation as well.
Cylindrical Grinding device operation
In cylindrical grinding device operation, the paintings is installed among centers and is rotated. A grinding wheel is installed on a spindle and revolves at a better velocity than the paintings. The intensity of reduce may be very small, approximately 0.5 mm.
The paintings centers are installed on a desk that can transverse at diverse feeds in order that the whole period of the paintings passes from side to side in the front of the wheel. When the whole paintings has handed in the front of the wheel, the wheel advances ahead via way of means of every other 0.015mm on the give up of the transverse and so the cycle of machining is going on till the favored diameter of the work piece is reached.
The end result is an extended cylinder of the flawlessly round profile with a totally quality floor finish.
3. Internal Grinding
The Internal grinding operation means, grinding of inner holes or bores. Internal grinding is designed to grind the floor of bores, whether or not undeniable or tapered with the assist of a small grinding wheel installed on an extended narrow spindle that can input with inside the bore.
It is able to giving advanced geometry of the hollow in addition to the floor finish. This operation is done on in particular designed inner grinding machines. For inner grinding, a softer wheel is typically preferred.
4. Centre less Grinding
It is an excessive manufacturing technique for constantly grinding cylindrical surfaces wherein the work piece is supported now no longer via way of means of centers or chucks, however via way of means of a blade. Parts with the diameter as small as 0.1mm may be floor via way of means of this method. The floor velocity of the wheel is ready 10000m/min the usage of cubic boron nitride abrasive wheels. Parts including curler bearing, piston pins, engine valves, and camshafts are made via way of means of centrals grinding.
Tool & cutter grinding:
Salient Features:
» Rugged container body structure.
» Preloaded antifriction, cartridge kind spindle for wheel head to run in both experience of rotation.
» Wheel spindle can accommodate grinding wheel/interchangeable arbors on each sides.
» Tilting of wheel head in each planes for greater versatility.
» Dual manipulate of desk for smooth operation. » Higher stress and constant accuracies.
» New advanced wheel head on willing aircraft lets in use of diamond and CBN wheels and better rated motor power, longer spindle may be utilized in location of arbors for higher accuracies.
» Ideally perfect for small workshops, device rooms, meeting segment and schooling institutes.
Special Executions:
» Fanuc/Siemens CNC gadget managed machine.
» Precision radius grinding attachment.
» DRO for all slides
A Tool and Cutter Grinder is utilized in gadget stores to sharpen milling cutters, device bits and different reducing tools.
A Tool and Cutter Grinder is used generally for metalworking and capabilities an abrasive grinding wheel on an established head with vise, headstock, tailstock and more than one attachments for containing the work piece.
A Universal Tool and Cutter Grinder has an established work head that rotates and adjusts to any rake or perspective at both horizontal and vertical positions.
No extra lubricant is wanted at the grinding wheel swivel’s indoors as it's far already nicely greased.
Another element is an appropriate Ball Groove of Conformation built of unique alloy metal. This roll of metal cable drives the operating table, enhancing the operator’s efficiency.
Maximum Dia of Cutter | 250mm |
Maximum Distance between Centers | 300mm |
Maximum Length od Cutting edges | 260mm |
Grinding spindle speed | 4600rpm |
Swing diameter on standard Centers & Work Head | 275mm |
Working Surface of table | 450×125 |
Longitudinal Traverse | 200mm |
Cross Traverse | 150mm |
Electric Motor | 0.5HP |
Weight (kgs) | 350 |
Time estimation for grinding operations:
Creep-feed grinding is a shape of precision grinding that has validated to be a first-rate improvement in current grinding technology. As in comparison to standard floor grinding, it offers great ability to boom productiveness and enhance dimensional accuracy.
Creep-feed grinding is characterized through heavy inventory elimination, regularly more than 0.030 inch or 2 mm of inventory elimination in step with pass.
The reason of this text is to illustrate the calculation of wheel existence in creep-feed grinding. Calculating wheel existence is important for forecasting wheel utilization and the abrasive charges related to a grinding process
In order to calculate the wheel existence, it's far important to recognize which dressing technique is being used. There are varieties of dressing techniques that may be utilized in a creep-feed grinding process:
Non-non-stop dressing, wherein an overhead or table-set up diamond cloth wardrobe is used to plunge or traverse-get dressed the shape into the wheel intermittently.
The get dressed quantity is programmed in inches or millimeters. Continuous dressing that is useful in large-amount manufacturing in substances which might be hard to system or grind.
The non-stop dressing allows the grinding wheel to live sharp constantly, at the same time as preserving difficult forms.
Continuous-get dressed creep-feed grinding makes use of an overhead diamond dressing roll to plunge get dressed constantly in the course of the grinding cycle.
The get dressed quantity is programmed in inches or millimeters in step with revolution of the wheel.
Wheel life in NCD creep-feed is the usable abrasive divided by the dress amount per part. Here are some representative process data to illustrate a NCD creep-feed grinding calculation:
- Max. Diameter of wheel: 16 inch
- Min. Diameter of wheel: 10.5 inch
- Usable abrasive (radial): (16 – 10.5) / 2 = 2.75 inches
- Dress amount per part (radial): 0.006 inch
Wheel life is then 2.75 / 0.006 = 458 parts per wheel.
Key Takeaways:
- When the grains smash down beneath pressure, the brand new edges for reducing emerge or are exposed.
- The intensity of reduce may be very small, approximately 0.5 mm.
- It is able to giving advanced geometry of the hollow in addition to the floor finish. This operation is done on in particular designed inner grinding machines. For inner grinding, a softer wheel is typically preferred.
Honing, Lapping and sprucing device lapping and super finishing device enhance floor end or geometry to tight tolerances. Honing, lapping and super finishing are done below low pace and stress conditions, ensuing in a mild movement compared to grinding and machining strategies. The low stress and speeds preserve the work piece cooler, not like grinding strategies that can motive overheating and warmth harm to floor surfaces.
Processes
Honing corrects the geometry of holes and produces the floor end required for an application. Many geometric mistakes or distortions, together with out-of-roundness, bell mouth, axial straightness, waviness, undersize, barrel, taper, uninteresting marks, reamer chatter, rainbow and misalignment that end result from grinding, warmness treatment, forming, or different production strategies, may be removed.
Honing may be divided into difficult honing, end honing, micro honing (or super finishing) and unfastened shape honing (or abrasive go with the drift machining). Free shape honing is now and again taken into consideration a super finishing system.
Comparison of the grit degrees and floor end abilities of the strategies can offer a few perception within side the applicability of the strategies for numerous applications. Honing makes use of small, bonded abrasive stones or super abrasive sticks set up in a fixture that rotates and reciprocates (strokes) while carried out to the floor or bore being completed. On large surfaces, the hone may also reciprocate or oscillate whilst the work piece rotates.
An operator controls oscillation for guide stroke honing machines. A honing head set up in a drill press is a simple model of a guide stroke honing device. Dedicated industrial guide stroke honing machines are huge, inflexible machines with greater state-of-the-art features.
Power stroke honing machines have an electricity driven, computerized stroke or reciprocation cycle. The electricity stroke honing machines may be programmed to offer steady and reproducible floor finishes, geometries, and lay patterns.
Typically, honing inventory elimination includes just a few thousandths of an inch, however large cloth elimination of as much as 0.250 in. Is viable with coarse grit difficult honing strategies.
When better cloth elimination prices are required, opportunity grinding or machining techniques may be greater green to apply earlier than honing to lessen honing time and costs. However, this isn't usually the case. One tools producer observed honing to have better cloth elimination prices as in comparison to ID grinding while period to diameter ratio of the bore surpassed 2:1.
Honing system
Honing produces a wonderful go hatch lay sample at the honed floor. The perspective among the lay strains is now and again certain on component drawings and managed for the duration of honing operations.
Modern automated electricity stroke honing machines have the functionality to software a selected lay perspective to satisfy issue drawing specifications. A flawlessly clean reflect completed floor isn't optimal for each application. In a few applications, the quality scratches from the lay sample can hold lubricant for the duration of cease use.
For instance, a clean glazed cylinder wall can motive piston ring and cylinder scuffing. A cylinder or bore floor over-polished or too clean will now no longer have ok oil or lubricant retention and could lessen performance.
Honing machines are typically used to complete the internal diameter of hollow or bores in inner combustion engines, bearings, hydraulic cylinders, tube IDs, and gun barrels.
External honing is much less common, however tools teeth, valve components, and bearing races are frequently externally honed. Blind holes may be now no longer be honed all of the manner to bottom. S
Some alleviation is needed at the lowest to permit for the oscillation of the hone. Tube hones are specialized machines designed for honing the internal diameters of tubes.
Super finishing
Super finishing, additionally referred to as micro honing, micro stoning, micro finishing, super finish honing, and brief stroke honing, produces reflect-like surfaces with a completely quality or low floor end roughness common (Ra).
Micro honing or super finishing makes use of finer abrasive grit sizes, and micro honing machines produce surfaces with quality or low roughness common, right all the way down to 0.1 to 0. 05 micro inches (four to two microns).
Typically, an unmarried quality grit stone is rubbed towards the floor of the work piece with small oscillations (better frequency and small amplitudes). Super finishing is just like honing, however a finer or decrease roughness common end is produced with confined inventory elimination.
Super finishing cannot accurate geometry to the equal diploma as honing due to the inherent low cloth elimination rate. Super finishing machines are used to supply a completely tremendously polished reflect end with excessive geometric correctness (e.g. Excessive flatness, straightness, roundness). The geometry is corrected first of all with pre-super finishing honing or grinding strategies.
Lapping
Lapping generates flat surfaces (geometry refinement) with extraordinarily quality finishes the use of lapping compound, in which components are processed among one or huge flat lap plates or platens. Lapping is a mild surfacing system the use of low speeds
Polishing:
- Polishing and buffing are completing strategies for smoothing a work piece’s floor the use of an abrasive and a piece wheel or a leather-based strop.
- Technically sprucing refers to strategies that use an abrasive this is glued to the paintings wheel, whilst buffing makes use of an unfastened abrasive implemented to the paintings wheel.
- Polishing is a greater competitive method whilst buffing is much less harsh, which results in a smoother, brighter finish.
- A not unusual place false impression is that a refined floor has a replicate vibrant finish, but maximum replicate vibrant finishes are virtually buffed.
- Polishing is regularly used to beautify the arrival of an item, save you infection of instruments, cast off oxidation, create a reflective floor, or save you corrosion in pipes. In metallography and metallurgy, sprucing is used to create a flat, defect-loose floor for exam of a Metallica’s microstructure beneath a microscope.
- Silicon-primarily based totally sprucing pads or a diamond answer may be used within side the sprucing method.
- Polishing chrome steel also can growth the sanitary blessings of it.
- The elimination of oxidization (tarnish) from metallic items is executed the use of a metallic polish or tarnish remover; that is additionally referred to as sprucing.
- To save you similarly undesirable oxidization, polished metallic surfaces can be lined with wax, oil, or lacquer. This is of precise challenge for copper alloy merchandise including brass and bronze.
- While used much less significantly than conventional mechanical sprucing, electro polishing is an opportunity shape of sprucing that makes use of the ideas of electrochemistry to cast off microscopic layers of metallic from a base floor.
- This technique of sprucing may be great tuned to present a huge variety of finishes, from matte to replicate-vibrant.
- Electro polishing additionally has a bonus over conventional guide sprucing in that the completed product will now no longer enjoy the compression and deformation historically related to the sprucing method.
Buffing:
- During buffing, you may do away with any extra product and commonly boom the extent of gloss. It may even assist in unfold the product evenly, boom the risk of a good and stage end.
- When you’ve carried out a wax or sealant, simplest a totally small layer of this product will without a doubt keep on with the floor, the relaxation of the product will now no longer adhere to anything.
- While hazing, the product will unfastened part of its liquid content material and bring about a much less translucent layer. The majority of the un-obvious end is because of extra product.
- Buffing will do away with this extra product, leaving a clean or even end with multiplied gloss. In the case of buffing polish, you're basically eliminating extra product so as to do away with antique polish residue, paint residue and make it simpler to peer whether or not the floor is achieved, or if it wishes greater polishing.
- Buffing is achieved in numerous staging if the detailing process. Not the entirety need to technically be known as buffing, however from time to time it receives the name “buffing” due to the fact it's miles a comparable kind of motion.
- Removing extra wax or sealant after hazing Removing extra coating after hazing Removing polish residue to evaluate end result Spreading out haze wiping off glass purifier after cleansing the window Drying the auto after washing Spreading out dressing with a cloth (or wiping it to create a matte end)
- Buffing exposes you to positive risks. These danger can commonly be minimized via way of means of the usage of first-rate buffing cloths.
- Getting right equipment makes a huge distinction ultimately end result.
- An A-first-rate microfiber towel is recommended. When buffing a positive area, there's mechanical movement involved. This motion can reason swirls and different imperfections if achieved unsuitable.
- Apart from the usage of an easy, first-rate microfiber towel, it's also cautioned to now no longer use to a whole lot pressure.
- Turn the towel over often and ensure its miles easy earlier than you operate it.
- Speed need to now no longer be a factor, despite the fact that unsuitable utility of wax, sealant or coating can require the want to apply greater pressure.
- In a few instances using a spritz of QD will assist to make the process loads simpler.
Metal Spraying:
Metal spraying is a method for overlaying a floor with a steel coating the usage of a sprig of molten debris.
Numerous versions of the approach exist, including:
- Flame spraying
- Wire arc spraying
- Plasma spraying
- Detonation spraying
- High pace oxy-gas coating spraying (HVOF)
- High pace air gas (HVAF)
- Warm spraying
- Cold spraying
These procedures also can be categorized with an extra widespread time period, thermal spraying. However, the overall time period consists of coatings created with now no longer simply steel materials, however additionally oxides and ceramics.
Metal spraying works via way of means of first subjecting the supply fabric to an excessive diploma of warmth to reap a molten state.
The molten fabric is then atomized into small debris and sprayed outwards onto a floor. The molten debris do now no longer warmness the floor due to the fact the warmth of a particle is proportional to its size.
On contact, the particle flattens out and adheres to the floor because it hardens. Most programs of steel spraying are discovered within side the anti-corrosion and engineering markets.
Coatings are utilized in those industries to feature completing coatings, anti-corrosion layers and thermal barriers, and to feature put on resistance.
Both flame spraying and arc spraying strategies are used to feature those protecting coatings.
The deposition price of the floor is commonly quicker than different coating procedures together with chemical vapor deposition and electroplating.
Coatings created via way of means of steel spraying variety in thickness from 20 µm to numerous mm, relying at the situations and methodology.
Layers created via way of means of steel spraying might also additionally have the subsequent characteristics:
- Increased durability
- Increased hardness
- Increased or reduced friction
- Increased or reduced corrosion safety
- Increased put on resistance
- Modified electric properties
- Additional safety to broken materials
With loads of steel spraying methods, the selection of approach relies upon at the specific software.
Deposit efficiency, bond strength, ease of operation, safety, changeover time, renovation time and costs, look of the coating end and the capacity to automate the coating software have an effect on the selection of spraying methodology.
For corrosion safety, aluminum, zinc and alloys of the 2 are commonly used.
Galvanizing and electroplating:
Galvanizing is the manner of making use of a coating of zinc to metallic, so one can shield it towards corrosion.
The manner is carried out via the complete immersion of the metallic product right into a tub of molten zinc to offer a solid, strong, and sturdy coating that finally ends up being bonded metallurgic ally to it, to offer whole cowl and protection.
Galvanization is an analytical method we use to make a skinny zinc layer on a substrate.
Usually, metal merchandise are used as substrates, and we will carry out the galvanization through submerging the product in a molten zinc tub.
During this system, zinc steel is implemented on metal to behave as a sacrificial anode to shield the metal from rusting.
In different words, if there may be a scratch at the zinc layer, the metal continues to be protected.
Usually, we name this approach “hot-dip galvanization” as it makes use of a molten zinc tub at an excessive temperature, and the product is dipped in it to get a steel layer implemented at the floor of the metal.
We can locate diverse varieties of galvanization methods relying at the method.
Some of them encompass the followings:
- Hot-dip galvanization – it consists of the immersion of the substrate in molten zinc
- Continuous galvanizing – that is a shape of hot-dip galvanization, however this paperwork a completely skinny zinc layer; thus, the corrosion resistance is relatively much less
- Thermal spray – this approach consists of the spraying of semi-molten zinc directly to the substrate
- Electroplating– a not unusual place approach that makes use of the object and zinc steel as electrodes in an electrochemical mobileular
- Mechanical plating – that is an electro-much less approach this is essential in depositing the coat the use of mechanical power and heat
Electroplating is the manner of coating a steel with a skinny layer of some other steel through electrolysis to enhance the steel's corrosion resistance.
The metals maximum generally utilized in plating are:
- Copper
- Nickel
- Gold
- Silver
- Chrome
- Zinc
- Tin
Electroplating is likewise called electrode position.
- Electroplating is an analytical system wherein one steel is covered on any other steel the use of electric power.
- This system entails an electrochemical mobileular containing electrodes which are immersed within side the equal electrolyte.
- However, we want to apply the item because the cathode. The anode is both the steel that we're going to follow at the cathode or an inert electrode.
- In the system of electroplating, the device is first given an electrical cutting-edge from the outside, which makes the electrons within side the electrolyte to by skip from anode to cathode.
- The cathode has detachable electrons. In the electrolytic solution, there are steel ions which can obtain electrons.
- Thereafter, those steel ions go through discount and emerge as steel atoms.
- Then those steel atoms can deposit at the floor of the cathode. And, this complete system is called “plating”.
- However, we want to cautiously pick out the electrolyte. If the electrolyte carries different steel ions which can deposit together with the favored steel ion, the plating could be inaccurate.
- Therefore, the cathode directly to which the steel is plated ought to be smooth and freed from contaminants.
- Otherwise, the plating will become uneven.
- The principal makes use of the electroplating system are for ornamental functions or to save you corrosion.
Key Takeaways:
- The low stress and speeds preserve the work piece cooler, not like grinding strategies that can motive overheating and warmth harm to floor surfaces.
- Free shape honing is now and again taken into consideration a super finishing system.
- The electricity stroke honing machines may be programmed to offer steady and reproducible floor finishes, geometries, and lay patterns
Surface end, additionally referred to as floor texture or floor topography, is the character of a floor as described through the 3 traits of lay, floor roughness, and waviness.
It accommodates the small, neighborhood deviations of a floor from the flawlessly flat ideal (a real plane).
Surface texture is one of the crucial elements that manipulate friction and switch layer formation at some stage in sliding.
Considerable efforts were made to have a look at the effect of floor texture on friction and put on at some stage in sliding conditions. Surface textures may be isotropic or anisotropic.
Sometimes, stick-slip friction phenomena may be located at some stage in sliding, relying on floor texture.
- Each production system (which include the numerous types of machining) produces a floor texture. The system is commonly optimized to make sure that the ensuing texture is usable. If necessary, a further system might be introduced to alter the preliminary texture.
- The latter system can be grinding (abrasive slicing), sharpening, lapping, abrasive blasting, honing, electric discharge machining (EDM), milling, lithography, commercial etching/chemical milling, laser texturing, or different tactics.
- Many elements make contributions to the floor end in production. In forming tactics, which include molding or steel forming, floor end of the die determines the floor end of the work piece.
- In machining, the interplay of the slicing edges and the microstructure of the cloth being reduce each make contributions to the very last floor end. In general, the value of producing a floor will increase because the floor end improves.
- Any given production system is commonly optimized sufficient to make sure that the ensuing texture is usable for the element's meant application.
- The price of this extra system should be justified through including fee in a few way—mainly higher characteristic or longer lifespan.
- Parts which have sliding touch with others may match higher or final longer if the roughness is decrease.
- Aesthetic development might also additionally upload fee if it improves the salability of the product.
- A realistic instance is as follows.
- A plane maker contracts with a dealer to make elements.
- A positive grade of metal is specific for the element due to the fact its miles sturdy sufficient and difficult sufficient for the element's characteristic.
- The metal is machinable even though now no longer free-machining. The dealer makes a decision to mill the elements.
- The milling can reap the required roughness (for instance, ≤ 3.2 μm) so long as the machinist makes use of premium-high-satisfactory inserts in the long run mill and replaces the inserts after each 20 elements (rather than slicing masses earlier than converting the inserts).
- There isn't any any want to feature a 2d operation (which include grinding or sharpening) after the milling so long as the milling is achieved properly sufficient (accurate inserts, frequent-sufficient insert changes, and smooth coolant).
- The inserts and coolant value money, however the prices that grinding or sharpening could incur (greater time and extra materials) could value even greater than that.
- Obviating the second one operation consequences in a decrease unit value and as a consequence a decrease price.
- The opposition among carriers elevates such information from minor to important importance. It changed into definitely viable to make the elements in a barely much less green way ( operations) for a barely better price; however simplest one dealer can get the contract, so the mild distinction in performance is magnified through opposition into the first rate distinction among the prospering and shuttering of firms.
- Just as specific production tactics produce elements at diverse tolerances, they may be additionally able to specific roughnesses.
- Generally, those traits are linked: production tactics which can be dimensionally specific create surfaces with low roughness.
- In different words, if a system can manufacture elements to a slender dimensional tolerance, the elements will now no longer be very rough.
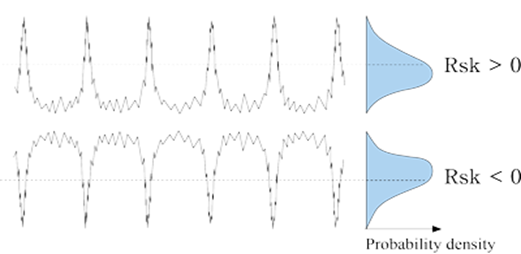
Maximum top (Rz)
Represents the sum of the most height top Zp and the most valley intensity Zv of a profile within side the reference duration.
Indicated as Ry inside JIS’94
Profile height: Portion above (from the object) the suggest profile line (X-axis)
Profile valley: Portion below (from the encircling space) the suggest profile line (X-axis) Pz
Maximum top of the number one profile Wz
Maximum top of the waviness
Rz = Rp + Rv
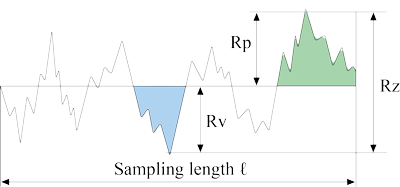
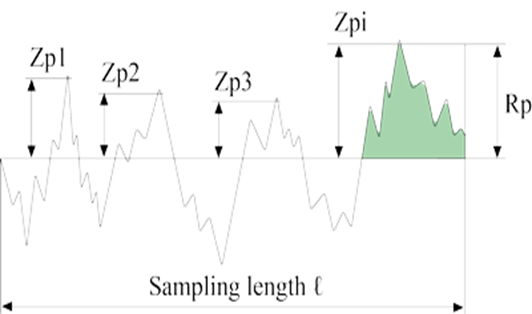
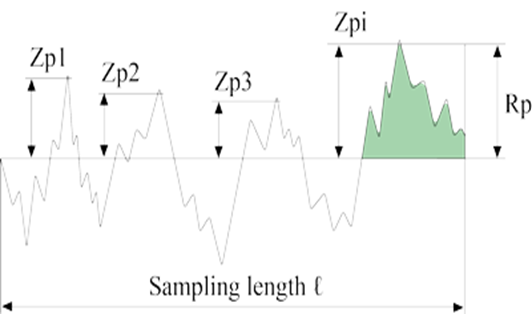
Maximum profile height top (Rp)
Represents the most height top Zp of a profile within side the sampling duration. Pp
The most height top of the number one profile Wp
The most height top of the waviness profile
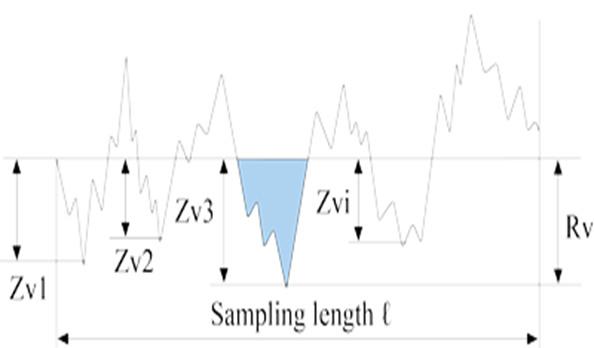
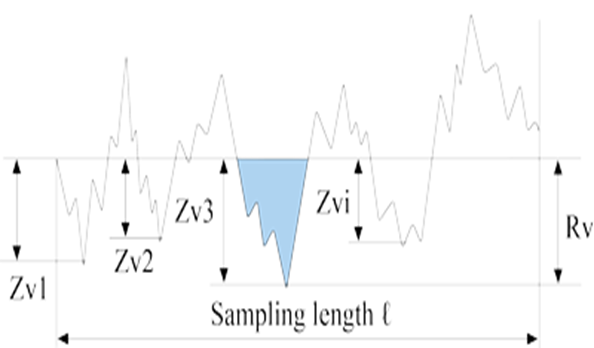
Maximum profile valley intensity (Rv) Pv
The most height top of the number one profile Wv
The most height top of the waviness profile
Rp = max (Z(x))
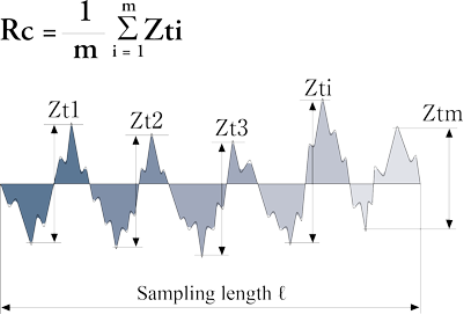
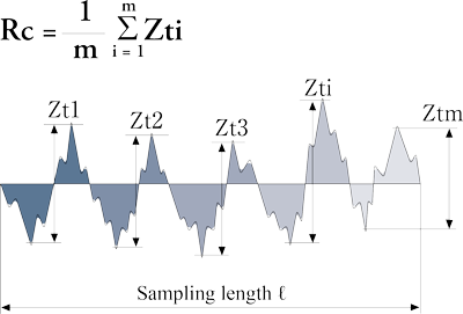
Mean top (Rc)
Represents suggest for the peak Zt of profile factors within side the sampling duration.
Profile element: A set of adjoining peaks and valleys
Minimum top and minimal duration to be discriminated from the peaks (valleys)
Minimum top discrimination: 10% of the Rz cost
Minimum duration discrimination: 1% of the reference duration Pc
The suggest top of the number one profile element Wc
The suggest top of the waviness element
Rv = min (Z(x))
Total top (Rt)
Represents the sum of the most height top Zp and the most valley intensity Zv of a profile within side the assessment duration, now no longer sampling duration.
Relationship Rt≧Rz applies for all profiles Pt
The most overall top of the profile (Rmax within side the case of JIS’82) Wt
The most overall top of the waviness
Note Rt is a stricter well-known than Rz in that the size is performed in opposition to the assessment duration.
It have to be stated that the parameter is notably inspired with the aid of using scratches, contamination, and size noise because of its usage of height values.
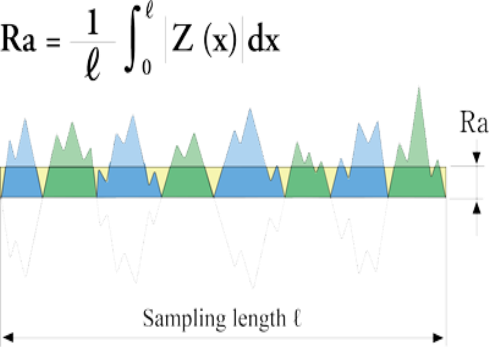
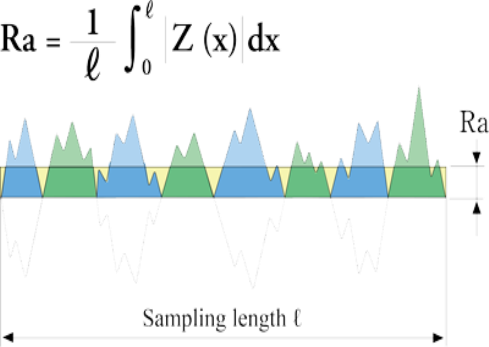
Arithmetic suggest deviation (Ra)
Represents the arithmetic suggest of absolutely the ordinate Z(x) within side the sampling duration.
Pa The mathematics suggest top of the number one profile Wa The mathematics suggest waviness
Note
One of the maximum broadly used parameters is suggest of the common top distinction for the common surface.
It affords for strong outcomes because the parameter isn't always notably inspired with the aid of using scratches, contamination, and size noise.
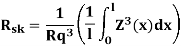
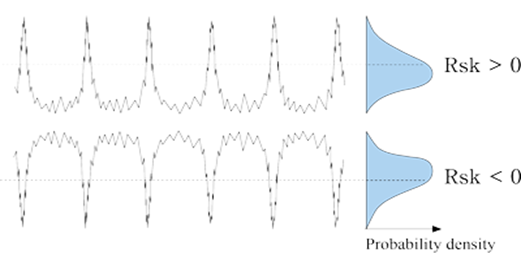
Skew ness (Rsk)
The quotient of the suggest dice cost of Z (x) and the dice of R8 inside a sampling duration.
Rsk=0: Symmetric in opposition to the suggest line (ordinary distribution)
Rsk>0: Deviation below the suggest line Rsk
Surface Measurement:
Surface size, additionally called floor metrology – refers back to the size of topography or floor roughness of precision surfaces.
Surface roughness and the information of the floor profile decide the overall performance and look of many products.
The roughness or texture of a component is vital for a floor’s suitability in distinctive applications.
Component disasters are regularly associated with a precision floor that turned into now no longer synthetic to specification, both because of an improperly installation device or use of a procedure that isn't always able to reproducing the best of floor needed.
System Features Scanning white mild interference microscopy is a non-touch optical profilometry approach used to acquire 3-dimensional photographs and quantitative size of floor texture or “roughness.”
The approach calls for minimum pattern preparation, is non-destructive, extraordinarily rapid and capon a position to investigate plenty of pattern types. Measurements encompass floor shape, floor finish, floor profile roughness (Ra), floor texture, and structural characterization.
Much of the early paintings to expand standard, international 3-d floor dimension parameters changed into finished through a European consortium.
Their paintings led to 4 widespread categories: amplitude, spatial, hybrid and purposeful.
The amplitude parameters are primarily based totally on universal heights and consist of the root-imply-rectangular of peak distribution, skew ness (or the diploma of asymmetry of a floor peak distribution), the diploma of peake dness of a floor peak distribution (or kurtosis), and a mean of the best and lowest points.
Spatial parameters are primarily based totally on frequencies of functions and consist of the feel route of a floor, texture factor ratio, and the density of summits.
Based on a aggregate of peak and frequency, the hybrid parameters consist of the imply summit curvature, evolved floor vicinity ratios, and the root-imply-rectangular of floor slopes.
Finally, the purposeful parameters consist of numerous parameters which might be primarily based totally on applicability of unique functions
Key Takeaways:
- Surface texture is one of the crucial elements that manipulate friction and switch layer formation at some stage in sliding.
- The price of this extra system should be justified through including fee in a few way—mainly higher characteristic or longer lifespan.
- Aesthetic development might also additionally upload fee if it improves the saleability of the product.
References:
1. Manufacturing Engineering & Technology, S. Kalpakjian & S.R. Schmid
2. Technology of Machine Tools, Krar &Oswald
3. Manufacturing Processes, M.Begman
4. Processes & Materials of Manufacture, R.Lindberg
5. Production Technology, HMT
Unit - 4
Grinding
Grinding: Specifications and selection:
Grinding is a machining system enhancing the floor end of the activity and generating small chips. The device used for this system is the grinding wheel. It is a reducing device wherein hundreds of thousands of microscopic abrasive grains are bond collectively. Here, every abrasive grain acts like a spiky device.
As proven with inside the image, the abrasive grains are held collectively with inside the porous shape of the grinding wheel through a bonding substance (bond).
When those grains are available touch with the floor to be reduce, their sharp microscopic edges can reduce the fabric at the floor. Like some other device, the grains lose their sharpness and are to be frequently eliminated to permit sparkling new grains to return back forward. The abrasive grains are held collectively through a bond and even as reducing, the grains get unfastened from the bond.
As every grain begins off evolved taking a reduce with inside the activity, a chip begins off evolved forming out of it. It bends and in the long run breaks far from the activity. As as in comparison to different machining processes, the chip shaped all through grinding is pretty smaller in length. Also due to the fact a couple of grains are concurrently appearing this task, many microscopic length chips are shaped and the movement of fabric elimination is quick. The grinding wheel contains of following items:-
1. Abrasive grains - Cutting takes area because of them.
2. Bond fabric - Due to which, abrasive grains are held collectively.
Apart from grains and bond, the porous production of the wheel is a critical part. The coolant getting into deep into this all through reducing system does now no longer permit growth with inside the temperature of the wheel and the activity.
The system of wheel put on: In different machining processes, device put on is a critical problem. But in grinding, that during itself is beneficial, due to the fact until the wear and tear of the wheel takes area, new sharp grains can’t be to be had for work. While the grains are taking a reduce with inside the steel of the activity, the grains get overwhelmed and smash down because of the pressure appearing at the wheel.
Grinding Wheel:
A grinding wheel is a wheel used for grinding. Grinding wheels are composed of abrasive compounds and are used for diverse grinding (abrasive cutting) and abrasive machining operations. Such wheels are utilized in grinding machines. The wheels are typically made with composite material.
This includes coarse-particle mixture pressed and bonded collectively through a cementing matrix (referred to as the bond in grinding wheel terminology) to shape a stable, round shape.
Various profiles and move sections are to be had relying at the supposed utilization for the wheel.
They will also be crafted from a stable metallic or aluminum disc with debris bonded to the surface.
Today maximum grinding wheels are synthetic composites made with synthetic aggregates, however the records of grinding wheels commenced with herbal composite stones, consisting of the ones used for millstones.
The manufacture of those wheels is a unique and tightly managed method, due now no longer best to the inherent protection dangers of a spinning disc, however additionally the composition and uniformity required to save you that disc from exploding because of the excessive stresses produced on rotation.
Grinding wheels are consumables, despite the fact that the existence span can range broadly relying at the use case, from much less than an afternoon to many years. As the wheel cuts, it periodically releases person grains of abrasive, normally due to the fact they develop stupid and the multiplied drag pulls them out of the bond.
Fresh grains are uncovered on this put on method, which start the subsequent cycle. The charge of wear and tear on this method is normally very predictable for a given application, and is vital for excellent performance.
In grinding system, the system of breaking of abrasive grains & exposing sharp edges is referred to as friability. When the grains smash down beneath pressure, the brand new edges for reducing emerge or are exposed.
During this system, the binding fabric additionally receives eliminated and the grains that have turn out to be blunt get unfastened and are eliminated. In this manner, because of the breaking, put on and the grains turning into unfastened, the grinding wheel turns into a self-sprucing multi-factor reducing device.
Operations:
1. Surface Grinding
It includes grinding flat surfaces. Here the work piece is geared up with a magnetic chuck connected to a piece desk of the grinder. Non-magnetic are held via way of means of vices or fixtures. A directly wheel is installed at the horizontal spindle of the grinder. Floor Grinding device operation Transverse grinding happens because the desk reciprocates longitudinally and feeds laterally after every stroke. 12.
2. Cylindrical Grinding
In this, the operation is executed on a cylindrical grinding device that is made in varieties “undeniable” and the “familiar” type. The essential layout is the equal in each cases, however the familiar device may be tailored for inner grinding operation as well.
Cylindrical Grinding device operation
In cylindrical grinding device operation, the paintings is installed among centers and is rotated. A grinding wheel is installed on a spindle and revolves at a better velocity than the paintings. The intensity of reduce may be very small, approximately 0.5 mm.
The paintings centers are installed on a desk that can transverse at diverse feeds in order that the whole period of the paintings passes from side to side in the front of the wheel. When the whole paintings has handed in the front of the wheel, the wheel advances ahead via way of means of every other 0.015mm on the give up of the transverse and so the cycle of machining is going on till the favored diameter of the work piece is reached.
The end result is an extended cylinder of the flawlessly round profile with a totally quality floor finish.
3. Internal Grinding
The Internal grinding operation means, grinding of inner holes or bores. Internal grinding is designed to grind the floor of bores, whether or not undeniable or tapered with the assist of a small grinding wheel installed on an extended narrow spindle that can input with inside the bore.
It is able to giving advanced geometry of the hollow in addition to the floor finish. This operation is done on in particular designed inner grinding machines. For inner grinding, a softer wheel is typically preferred.
4. Centre less Grinding
It is an excessive manufacturing technique for constantly grinding cylindrical surfaces wherein the work piece is supported now no longer via way of means of centers or chucks, however via way of means of a blade. Parts with the diameter as small as 0.1mm may be floor via way of means of this method. The floor velocity of the wheel is ready 10000m/min the usage of cubic boron nitride abrasive wheels. Parts including curler bearing, piston pins, engine valves, and camshafts are made via way of means of centrals grinding.
Tool & cutter grinding:
Salient Features:
» Rugged container body structure.
» Preloaded antifriction, cartridge kind spindle for wheel head to run in both experience of rotation.
» Wheel spindle can accommodate grinding wheel/interchangeable arbors on each sides.
» Tilting of wheel head in each planes for greater versatility.
» Dual manipulate of desk for smooth operation. » Higher stress and constant accuracies.
» New advanced wheel head on willing aircraft lets in use of diamond and CBN wheels and better rated motor power, longer spindle may be utilized in location of arbors for higher accuracies.
» Ideally perfect for small workshops, device rooms, meeting segment and schooling institutes.
Special Executions:
» Fanuc/Siemens CNC gadget managed machine.
» Precision radius grinding attachment.
» DRO for all slides
A Tool and Cutter Grinder is utilized in gadget stores to sharpen milling cutters, device bits and different reducing tools.
A Tool and Cutter Grinder is used generally for metalworking and capabilities an abrasive grinding wheel on an established head with vise, headstock, tailstock and more than one attachments for containing the work piece.
A Universal Tool and Cutter Grinder has an established work head that rotates and adjusts to any rake or perspective at both horizontal and vertical positions.
No extra lubricant is wanted at the grinding wheel swivel’s indoors as it's far already nicely greased.
Another element is an appropriate Ball Groove of Conformation built of unique alloy metal. This roll of metal cable drives the operating table, enhancing the operator’s efficiency.
Maximum Dia of Cutter | 250mm |
Maximum Distance between Centers | 300mm |
Maximum Length od Cutting edges | 260mm |
Grinding spindle speed | 4600rpm |
Swing diameter on standard Centers & Work Head | 275mm |
Working Surface of table | 450×125 |
Longitudinal Traverse | 200mm |
Cross Traverse | 150mm |
Electric Motor | 0.5HP |
Weight (kgs) | 350 |
Time estimation for grinding operations:
Creep-feed grinding is a shape of precision grinding that has validated to be a first-rate improvement in current grinding technology. As in comparison to standard floor grinding, it offers great ability to boom productiveness and enhance dimensional accuracy.
Creep-feed grinding is characterized through heavy inventory elimination, regularly more than 0.030 inch or 2 mm of inventory elimination in step with pass.
The reason of this text is to illustrate the calculation of wheel existence in creep-feed grinding. Calculating wheel existence is important for forecasting wheel utilization and the abrasive charges related to a grinding process
In order to calculate the wheel existence, it's far important to recognize which dressing technique is being used. There are varieties of dressing techniques that may be utilized in a creep-feed grinding process:
Non-non-stop dressing, wherein an overhead or table-set up diamond cloth wardrobe is used to plunge or traverse-get dressed the shape into the wheel intermittently.
The get dressed quantity is programmed in inches or millimeters. Continuous dressing that is useful in large-amount manufacturing in substances which might be hard to system or grind.
The non-stop dressing allows the grinding wheel to live sharp constantly, at the same time as preserving difficult forms.
Continuous-get dressed creep-feed grinding makes use of an overhead diamond dressing roll to plunge get dressed constantly in the course of the grinding cycle.
The get dressed quantity is programmed in inches or millimeters in step with revolution of the wheel.
Wheel life in NCD creep-feed is the usable abrasive divided by the dress amount per part. Here are some representative process data to illustrate a NCD creep-feed grinding calculation:
- Max. Diameter of wheel: 16 inch
- Min. Diameter of wheel: 10.5 inch
- Usable abrasive (radial): (16 – 10.5) / 2 = 2.75 inches
- Dress amount per part (radial): 0.006 inch
Wheel life is then 2.75 / 0.006 = 458 parts per wheel.
Key Takeaways:
- When the grains smash down beneath pressure, the brand new edges for reducing emerge or are exposed.
- The intensity of reduce may be very small, approximately 0.5 mm.
- It is able to giving advanced geometry of the hollow in addition to the floor finish. This operation is done on in particular designed inner grinding machines. For inner grinding, a softer wheel is typically preferred.
Honing, Lapping and sprucing device lapping and super finishing device enhance floor end or geometry to tight tolerances. Honing, lapping and super finishing are done below low pace and stress conditions, ensuing in a mild movement compared to grinding and machining strategies. The low stress and speeds preserve the work piece cooler, not like grinding strategies that can motive overheating and warmth harm to floor surfaces.
Processes
Honing corrects the geometry of holes and produces the floor end required for an application. Many geometric mistakes or distortions, together with out-of-roundness, bell mouth, axial straightness, waviness, undersize, barrel, taper, uninteresting marks, reamer chatter, rainbow and misalignment that end result from grinding, warmness treatment, forming, or different production strategies, may be removed.
Honing may be divided into difficult honing, end honing, micro honing (or super finishing) and unfastened shape honing (or abrasive go with the drift machining). Free shape honing is now and again taken into consideration a super finishing system.
Comparison of the grit degrees and floor end abilities of the strategies can offer a few perception within side the applicability of the strategies for numerous applications. Honing makes use of small, bonded abrasive stones or super abrasive sticks set up in a fixture that rotates and reciprocates (strokes) while carried out to the floor or bore being completed. On large surfaces, the hone may also reciprocate or oscillate whilst the work piece rotates.
An operator controls oscillation for guide stroke honing machines. A honing head set up in a drill press is a simple model of a guide stroke honing device. Dedicated industrial guide stroke honing machines are huge, inflexible machines with greater state-of-the-art features.
Power stroke honing machines have an electricity driven, computerized stroke or reciprocation cycle. The electricity stroke honing machines may be programmed to offer steady and reproducible floor finishes, geometries, and lay patterns.
Typically, honing inventory elimination includes just a few thousandths of an inch, however large cloth elimination of as much as 0.250 in. Is viable with coarse grit difficult honing strategies.
When better cloth elimination prices are required, opportunity grinding or machining techniques may be greater green to apply earlier than honing to lessen honing time and costs. However, this isn't usually the case. One tools producer observed honing to have better cloth elimination prices as in comparison to ID grinding while period to diameter ratio of the bore surpassed 2:1.
Honing system
Honing produces a wonderful go hatch lay sample at the honed floor. The perspective among the lay strains is now and again certain on component drawings and managed for the duration of honing operations.
Modern automated electricity stroke honing machines have the functionality to software a selected lay perspective to satisfy issue drawing specifications. A flawlessly clean reflect completed floor isn't optimal for each application. In a few applications, the quality scratches from the lay sample can hold lubricant for the duration of cease use.
For instance, a clean glazed cylinder wall can motive piston ring and cylinder scuffing. A cylinder or bore floor over-polished or too clean will now no longer have ok oil or lubricant retention and could lessen performance.
Honing machines are typically used to complete the internal diameter of hollow or bores in inner combustion engines, bearings, hydraulic cylinders, tube IDs, and gun barrels.
External honing is much less common, however tools teeth, valve components, and bearing races are frequently externally honed. Blind holes may be now no longer be honed all of the manner to bottom. S
Some alleviation is needed at the lowest to permit for the oscillation of the hone. Tube hones are specialized machines designed for honing the internal diameters of tubes.
Super finishing
Super finishing, additionally referred to as micro honing, micro stoning, micro finishing, super finish honing, and brief stroke honing, produces reflect-like surfaces with a completely quality or low floor end roughness common (Ra).
Micro honing or super finishing makes use of finer abrasive grit sizes, and micro honing machines produce surfaces with quality or low roughness common, right all the way down to 0.1 to 0. 05 micro inches (four to two microns).
Typically, an unmarried quality grit stone is rubbed towards the floor of the work piece with small oscillations (better frequency and small amplitudes). Super finishing is just like honing, however a finer or decrease roughness common end is produced with confined inventory elimination.
Super finishing cannot accurate geometry to the equal diploma as honing due to the inherent low cloth elimination rate. Super finishing machines are used to supply a completely tremendously polished reflect end with excessive geometric correctness (e.g. Excessive flatness, straightness, roundness). The geometry is corrected first of all with pre-super finishing honing or grinding strategies.
Lapping
Lapping generates flat surfaces (geometry refinement) with extraordinarily quality finishes the use of lapping compound, in which components are processed among one or huge flat lap plates or platens. Lapping is a mild surfacing system the use of low speeds
Polishing:
- Polishing and buffing are completing strategies for smoothing a work piece’s floor the use of an abrasive and a piece wheel or a leather-based strop.
- Technically sprucing refers to strategies that use an abrasive this is glued to the paintings wheel, whilst buffing makes use of an unfastened abrasive implemented to the paintings wheel.
- Polishing is a greater competitive method whilst buffing is much less harsh, which results in a smoother, brighter finish.
- A not unusual place false impression is that a refined floor has a replicate vibrant finish, but maximum replicate vibrant finishes are virtually buffed.
- Polishing is regularly used to beautify the arrival of an item, save you infection of instruments, cast off oxidation, create a reflective floor, or save you corrosion in pipes. In metallography and metallurgy, sprucing is used to create a flat, defect-loose floor for exam of a Metallica’s microstructure beneath a microscope.
- Silicon-primarily based totally sprucing pads or a diamond answer may be used within side the sprucing method.
- Polishing chrome steel also can growth the sanitary blessings of it.
- The elimination of oxidization (tarnish) from metallic items is executed the use of a metallic polish or tarnish remover; that is additionally referred to as sprucing.
- To save you similarly undesirable oxidization, polished metallic surfaces can be lined with wax, oil, or lacquer. This is of precise challenge for copper alloy merchandise including brass and bronze.
- While used much less significantly than conventional mechanical sprucing, electro polishing is an opportunity shape of sprucing that makes use of the ideas of electrochemistry to cast off microscopic layers of metallic from a base floor.
- This technique of sprucing may be great tuned to present a huge variety of finishes, from matte to replicate-vibrant.
- Electro polishing additionally has a bonus over conventional guide sprucing in that the completed product will now no longer enjoy the compression and deformation historically related to the sprucing method.
Buffing:
- During buffing, you may do away with any extra product and commonly boom the extent of gloss. It may even assist in unfold the product evenly, boom the risk of a good and stage end.
- When you’ve carried out a wax or sealant, simplest a totally small layer of this product will without a doubt keep on with the floor, the relaxation of the product will now no longer adhere to anything.
- While hazing, the product will unfastened part of its liquid content material and bring about a much less translucent layer. The majority of the un-obvious end is because of extra product.
- Buffing will do away with this extra product, leaving a clean or even end with multiplied gloss. In the case of buffing polish, you're basically eliminating extra product so as to do away with antique polish residue, paint residue and make it simpler to peer whether or not the floor is achieved, or if it wishes greater polishing.
- Buffing is achieved in numerous staging if the detailing process. Not the entirety need to technically be known as buffing, however from time to time it receives the name “buffing” due to the fact it's miles a comparable kind of motion.
- Removing extra wax or sealant after hazing Removing extra coating after hazing Removing polish residue to evaluate end result Spreading out haze wiping off glass purifier after cleansing the window Drying the auto after washing Spreading out dressing with a cloth (or wiping it to create a matte end)
- Buffing exposes you to positive risks. These danger can commonly be minimized via way of means of the usage of first-rate buffing cloths.
- Getting right equipment makes a huge distinction ultimately end result.
- An A-first-rate microfiber towel is recommended. When buffing a positive area, there's mechanical movement involved. This motion can reason swirls and different imperfections if achieved unsuitable.
- Apart from the usage of an easy, first-rate microfiber towel, it's also cautioned to now no longer use to a whole lot pressure.
- Turn the towel over often and ensure its miles easy earlier than you operate it.
- Speed need to now no longer be a factor, despite the fact that unsuitable utility of wax, sealant or coating can require the want to apply greater pressure.
- In a few instances using a spritz of QD will assist to make the process loads simpler.
Metal Spraying:
Metal spraying is a method for overlaying a floor with a steel coating the usage of a sprig of molten debris.
Numerous versions of the approach exist, including:
- Flame spraying
- Wire arc spraying
- Plasma spraying
- Detonation spraying
- High pace oxy-gas coating spraying (HVOF)
- High pace air gas (HVAF)
- Warm spraying
- Cold spraying
These procedures also can be categorized with an extra widespread time period, thermal spraying. However, the overall time period consists of coatings created with now no longer simply steel materials, however additionally oxides and ceramics.
Metal spraying works via way of means of first subjecting the supply fabric to an excessive diploma of warmth to reap a molten state.
The molten fabric is then atomized into small debris and sprayed outwards onto a floor. The molten debris do now no longer warmness the floor due to the fact the warmth of a particle is proportional to its size.
On contact, the particle flattens out and adheres to the floor because it hardens. Most programs of steel spraying are discovered within side the anti-corrosion and engineering markets.
Coatings are utilized in those industries to feature completing coatings, anti-corrosion layers and thermal barriers, and to feature put on resistance.
Both flame spraying and arc spraying strategies are used to feature those protecting coatings.
The deposition price of the floor is commonly quicker than different coating procedures together with chemical vapor deposition and electroplating.
Coatings created via way of means of steel spraying variety in thickness from 20 µm to numerous mm, relying at the situations and methodology.
Layers created via way of means of steel spraying might also additionally have the subsequent characteristics:
- Increased durability
- Increased hardness
- Increased or reduced friction
- Increased or reduced corrosion safety
- Increased put on resistance
- Modified electric properties
- Additional safety to broken materials
With loads of steel spraying methods, the selection of approach relies upon at the specific software.
Deposit efficiency, bond strength, ease of operation, safety, changeover time, renovation time and costs, look of the coating end and the capacity to automate the coating software have an effect on the selection of spraying methodology.
For corrosion safety, aluminum, zinc and alloys of the 2 are commonly used.
Galvanizing and electroplating:
Galvanizing is the manner of making use of a coating of zinc to metallic, so one can shield it towards corrosion.
The manner is carried out via the complete immersion of the metallic product right into a tub of molten zinc to offer a solid, strong, and sturdy coating that finally ends up being bonded metallurgic ally to it, to offer whole cowl and protection.
Galvanization is an analytical method we use to make a skinny zinc layer on a substrate.
Usually, metal merchandise are used as substrates, and we will carry out the galvanization through submerging the product in a molten zinc tub.
During this system, zinc steel is implemented on metal to behave as a sacrificial anode to shield the metal from rusting.
In different words, if there may be a scratch at the zinc layer, the metal continues to be protected.
Usually, we name this approach “hot-dip galvanization” as it makes use of a molten zinc tub at an excessive temperature, and the product is dipped in it to get a steel layer implemented at the floor of the metal.
We can locate diverse varieties of galvanization methods relying at the method.
Some of them encompass the followings:
- Hot-dip galvanization – it consists of the immersion of the substrate in molten zinc
- Continuous galvanizing – that is a shape of hot-dip galvanization, however this paperwork a completely skinny zinc layer; thus, the corrosion resistance is relatively much less
- Thermal spray – this approach consists of the spraying of semi-molten zinc directly to the substrate
- Electroplating– a not unusual place approach that makes use of the object and zinc steel as electrodes in an electrochemical mobileular
- Mechanical plating – that is an electro-much less approach this is essential in depositing the coat the use of mechanical power and heat
Electroplating is the manner of coating a steel with a skinny layer of some other steel through electrolysis to enhance the steel's corrosion resistance.
The metals maximum generally utilized in plating are:
- Copper
- Nickel
- Gold
- Silver
- Chrome
- Zinc
- Tin
Electroplating is likewise called electrode position.
- Electroplating is an analytical system wherein one steel is covered on any other steel the use of electric power.
- This system entails an electrochemical mobileular containing electrodes which are immersed within side the equal electrolyte.
- However, we want to apply the item because the cathode. The anode is both the steel that we're going to follow at the cathode or an inert electrode.
- In the system of electroplating, the device is first given an electrical cutting-edge from the outside, which makes the electrons within side the electrolyte to by skip from anode to cathode.
- The cathode has detachable electrons. In the electrolytic solution, there are steel ions which can obtain electrons.
- Thereafter, those steel ions go through discount and emerge as steel atoms.
- Then those steel atoms can deposit at the floor of the cathode. And, this complete system is called “plating”.
- However, we want to cautiously pick out the electrolyte. If the electrolyte carries different steel ions which can deposit together with the favored steel ion, the plating could be inaccurate.
- Therefore, the cathode directly to which the steel is plated ought to be smooth and freed from contaminants.
- Otherwise, the plating will become uneven.
- The principal makes use of the electroplating system are for ornamental functions or to save you corrosion.
Key Takeaways:
- The low stress and speeds preserve the work piece cooler, not like grinding strategies that can motive overheating and warmth harm to floor surfaces.
- Free shape honing is now and again taken into consideration a super finishing system.
- The electricity stroke honing machines may be programmed to offer steady and reproducible floor finishes, geometries, and lay patterns
Surface end, additionally referred to as floor texture or floor topography, is the character of a floor as described through the 3 traits of lay, floor roughness, and waviness.
It accommodates the small, neighborhood deviations of a floor from the flawlessly flat ideal (a real plane).
Surface texture is one of the crucial elements that manipulate friction and switch layer formation at some stage in sliding.
Considerable efforts were made to have a look at the effect of floor texture on friction and put on at some stage in sliding conditions. Surface textures may be isotropic or anisotropic.
Sometimes, stick-slip friction phenomena may be located at some stage in sliding, relying on floor texture.
- Each production system (which include the numerous types of machining) produces a floor texture. The system is commonly optimized to make sure that the ensuing texture is usable. If necessary, a further system might be introduced to alter the preliminary texture.
- The latter system can be grinding (abrasive slicing), sharpening, lapping, abrasive blasting, honing, electric discharge machining (EDM), milling, lithography, commercial etching/chemical milling, laser texturing, or different tactics.
- Many elements make contributions to the floor end in production. In forming tactics, which include molding or steel forming, floor end of the die determines the floor end of the work piece.
- In machining, the interplay of the slicing edges and the microstructure of the cloth being reduce each make contributions to the very last floor end. In general, the value of producing a floor will increase because the floor end improves.
- Any given production system is commonly optimized sufficient to make sure that the ensuing texture is usable for the element's meant application.
- The price of this extra system should be justified through including fee in a few way—mainly higher characteristic or longer lifespan.
- Parts which have sliding touch with others may match higher or final longer if the roughness is decrease.
- Aesthetic development might also additionally upload fee if it improves the salability of the product.
- A realistic instance is as follows.
- A plane maker contracts with a dealer to make elements.
- A positive grade of metal is specific for the element due to the fact its miles sturdy sufficient and difficult sufficient for the element's characteristic.
- The metal is machinable even though now no longer free-machining. The dealer makes a decision to mill the elements.
- The milling can reap the required roughness (for instance, ≤ 3.2 μm) so long as the machinist makes use of premium-high-satisfactory inserts in the long run mill and replaces the inserts after each 20 elements (rather than slicing masses earlier than converting the inserts).
- There isn't any any want to feature a 2d operation (which include grinding or sharpening) after the milling so long as the milling is achieved properly sufficient (accurate inserts, frequent-sufficient insert changes, and smooth coolant).
- The inserts and coolant value money, however the prices that grinding or sharpening could incur (greater time and extra materials) could value even greater than that.
- Obviating the second one operation consequences in a decrease unit value and as a consequence a decrease price.
- The opposition among carriers elevates such information from minor to important importance. It changed into definitely viable to make the elements in a barely much less green way ( operations) for a barely better price; however simplest one dealer can get the contract, so the mild distinction in performance is magnified through opposition into the first rate distinction among the prospering and shuttering of firms.
- Just as specific production tactics produce elements at diverse tolerances, they may be additionally able to specific roughnesses.
- Generally, those traits are linked: production tactics which can be dimensionally specific create surfaces with low roughness.
- In different words, if a system can manufacture elements to a slender dimensional tolerance, the elements will now no longer be very rough.
Maximum top (Rz)
Represents the sum of the most height top Zp and the most valley intensity Zv of a profile within side the reference duration.
Indicated as Ry inside JIS’94
Profile height: Portion above (from the object) the suggest profile line (X-axis)
Profile valley: Portion below (from the encircling space) the suggest profile line (X-axis) Pz
Maximum top of the number one profile Wz
Maximum top of the waviness
Rz = Rp + Rv
Maximum profile height top (Rp)
Represents the most height top Zp of a profile within side the sampling duration. Pp
The most height top of the number one profile Wp
The most height top of the waviness profile
Maximum profile valley intensity (Rv) Pv
The most height top of the number one profile Wv
The most height top of the waviness profile
Rp = max (Z(x))
Mean top (Rc)
Represents suggest for the peak Zt of profile factors within side the sampling duration.
Profile element: A set of adjoining peaks and valleys
Minimum top and minimal duration to be discriminated from the peaks (valleys)
Minimum top discrimination: 10% of the Rz cost
Minimum duration discrimination: 1% of the reference duration Pc
The suggest top of the number one profile element Wc
The suggest top of the waviness element
Rv = min (Z(x))
Total top (Rt)
Represents the sum of the most height top Zp and the most valley intensity Zv of a profile within side the assessment duration, now no longer sampling duration.
Relationship Rt≧Rz applies for all profiles Pt
The most overall top of the profile (Rmax within side the case of JIS’82) Wt
The most overall top of the waviness
Note Rt is a stricter well-known than Rz in that the size is performed in opposition to the assessment duration.
It have to be stated that the parameter is notably inspired with the aid of using scratches, contamination, and size noise because of its usage of height values.
Arithmetic suggest deviation (Ra)
Represents the arithmetic suggest of absolutely the ordinate Z(x) within side the sampling duration.
Pa The mathematics suggest top of the number one profile Wa The mathematics suggest waviness
Note
One of the maximum broadly used parameters is suggest of the common top distinction for the common surface.
It affords for strong outcomes because the parameter isn't always notably inspired with the aid of using scratches, contamination, and size noise.
Skew ness (Rsk)
The quotient of the suggest dice cost of Z (x) and the dice of R8 inside a sampling duration.
Rsk=0: Symmetric in opposition to the suggest line (ordinary distribution)
Rsk>0: Deviation below the suggest line Rsk
Surface Measurement:
Surface size, additionally called floor metrology – refers back to the size of topography or floor roughness of precision surfaces.
Surface roughness and the information of the floor profile decide the overall performance and look of many products.
The roughness or texture of a component is vital for a floor’s suitability in distinctive applications.
Component disasters are regularly associated with a precision floor that turned into now no longer synthetic to specification, both because of an improperly installation device or use of a procedure that isn't always able to reproducing the best of floor needed.
System Features Scanning white mild interference microscopy is a non-touch optical profilometry approach used to acquire 3-dimensional photographs and quantitative size of floor texture or “roughness.”
The approach calls for minimum pattern preparation, is non-destructive, extraordinarily rapid and capon a position to investigate plenty of pattern types. Measurements encompass floor shape, floor finish, floor profile roughness (Ra), floor texture, and structural characterization.
Much of the early paintings to expand standard, international 3-d floor dimension parameters changed into finished through a European consortium.
Their paintings led to 4 widespread categories: amplitude, spatial, hybrid and purposeful.
The amplitude parameters are primarily based totally on universal heights and consist of the root-imply-rectangular of peak distribution, skew ness (or the diploma of asymmetry of a floor peak distribution), the diploma of peake dness of a floor peak distribution (or kurtosis), and a mean of the best and lowest points.
Spatial parameters are primarily based totally on frequencies of functions and consist of the feel route of a floor, texture factor ratio, and the density of summits.
Based on a aggregate of peak and frequency, the hybrid parameters consist of the imply summit curvature, evolved floor vicinity ratios, and the root-imply-rectangular of floor slopes.
Finally, the purposeful parameters consist of numerous parameters which might be primarily based totally on applicability of unique functions
Key Takeaways:
- Surface texture is one of the crucial elements that manipulate friction and switch layer formation at some stage in sliding.
- The price of this extra system should be justified through including fee in a few way—mainly higher characteristic or longer lifespan.
- Aesthetic development might also additionally upload fee if it improves the saleability of the product.
References:
1. Manufacturing Engineering & Technology, S. Kalpakjian & S.R. Schmid
2. Technology of Machine Tools, Krar &Oswald
3. Manufacturing Processes, M.Begman
4. Processes & Materials of Manufacture, R.Lindberg
5. Production Technology, HMT




